![]()
THÈME III
RÔLE ET DESCRIPTION DES ATELIERS
La mission des ateliers de Quatre Mares
Le rôle attribué dès 1920 aux ateliers de Quatre Mares est principalement la réparation des locomotives. 250 grandes réparations y sont prévues annuellement. Ces ateliers ont aussi à assurer la réparation de nombreuses pièces de machines provenant des dépôts et, en particulier, des équipages de roues. Ils confectionnent également une grande quantité de pièces pour l'approvisionnement des dépôts et des magasins généraux.
La différence fondamentale entre un établissement comme celui de Quatre Mares et un dépôt réside dans la nature des interventions qu’ils sont amenés à effectuer sur les locomotives au cours de leur existence.
Les dépôts ont un rôle de visite et d’entretien en service des locomotives. Ils procèdent parfois à des réparations accidentelles lorsque leurs infrastructures permettent de les réaliser. Dans le cas contraire les machines sont dirigées vers des ateliers tels que “ Quatre Mares ”. Les ateliers effectuent les Grandes Réparations (GR) aux locomotives après un parcours de 300.000 à 400.000 Km, soit à des intervalles de 7 à 10 ans (une GR représente 10 à 15.000 heures de travail) et les Réparations Accidentelles (RA) importantes. Les GR ont pour objectif de redonner aux locomotives des performances équivalentes aux machines neuves. Certaines machines ressortiront de Quatre Mares avec une puissance accrue, grâce aux modifications qu’elles y subiront suite au progrès permanent de la technologie ferroviaire.
Les ateliers à l'âge d'or de la vapeur
Nous allons visiter ensemble les différents ateliers tels qu’ils étaient au temps de la vapeur et découvrir au passage les multiples facettes de leur activité alors que la production bat son plein. Pendant toute la période de réparation des locomotives à vapeur les Ateliers de Q.M. seront les seul ou les machines entrent d’un côté (Paris) pour ressortir de l’autre (Rouen). Ils sont desservis à l’extérieur par un faisceau de voies raccordées à leurs deux extrémités aux voies principales. Le long des pignons Nord et Sud, se déplacent deux chariots transbordeurs à traction électrique. Une voie transversale intérieure, reliée aux diverses voies de service par des plaques tournantes, traverse le bâtiment principal en son milieu dans le sens de la largeur, mettant en communication les divers halls et ateliers. Les transports de pièces sont effectués par les ponts roulants, ou au moyen de chariots électriques à accumulateurs ou encore par wagons. Il est à noter que les cheminots de Quatre Mares s’orientent, depuis des générations, non pas par la nomination des points cardinaux mais le plus simplement du monde en se référant à la situation géographique de l’établissement. De telle sorte que le Nord se dit “côté Rouen ”, le Sud se dit “ côté Paris ”, l’Ouest s’entend appelé “ côté rue ” et l’Est “ côté voie ”.
Nous entrons donc dans le bâtiment principal par le côté rue et empruntons l’allée centrale qui coupe transversalement celui-ci par son milieu. Il mesure environ 250m sur 105m et est constitué de six halls différents en largeur et en hauteur.
L’atelier d’ajustage et des machines-outils
Cet atelier occupe les trois premiers halls du bâtiment principal. Le premier mesure 15 mètres de large et les deux autres 10 mètres. Les deux premiers halls sont desservis chacun par deux ponts roulants de 5 tonnes. Ils abritent les machines-outils de moyenne et faible puissances, les équipes d'ajustage chargées de la réparation des pièces de mouvement, des pièces de timonerie et suspension, des boîtes d'essieux, des appareils de frein et robinetteries, l'atelier d'horlogerie et l'outillage.
usinage au tour et contrôle au calibre à mâchoires
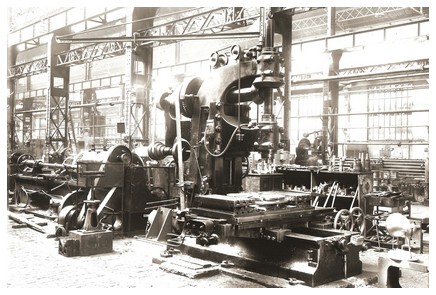
Dans ces halls les machines-outils sont réunies en groupe, chaque groupe étant actionné par un élément de transmission entraîné par un moteur électrique de 25 kW. Ces machines-outils n'ont pas été groupées par type de machines. Elles sont placées près des équipes d'ajustage, de manière que chaque équipe ait, autant que possible à sa portée immédiate, toutes les machines nécessaires à l'exécution du travail spécial dont elle est chargée. Dans le troisième hall sont installées les machines-outils les plus puissantes à commande électrique individuelle.
Parmi celles-ci nous trouvons les machines à aléser les cylindres, les machines à raboter, à mortaiser, à fraiser, les perceuses radiales, les tours verticaux, etc... Dans ce hall desservi par deux ponts roulants de 10 tonnes et 5 tonnes sont également installées les équipes d'ajustage chargées de la réparation des bielles et pistons.
L’outillage central
Un demi-hall de l’atelier d’ajustage a été réservé pour l’outillage central. Nous y trouvons trois équipes. La première est chargée de la réparation de l’outillage pneumatique de la moitié du réseau. Ces réparations font l’objet d’essais sur banc. Chaque outil, perceuse ou marteau, est révisé périodiquement. Leurs consommations ainsi que leur puissance sont enregistrées sur des fiches spéciales après chaque révision. La seconde équipe est chargée de la réparation des machines-outils. Quatre machines-outils entrent en grande réparation chaque mois (trois pour les besoins de Quatre Mares et une pour le réseau).
chantier de réparation de l'outillage
Cette équipe dispose notamment d’un tour, de deux machines à rectifier, d’un étau-limeur rapide, de fraiseuses et de bancs d’essais divers dont un pour la mesure des efforts de coupe dans le tournage, le fraisage et le perçage. La troisième et dernière équipe est chargée de l’affûtage et de la confection des outils. Elle est dotée de machines à affûter les forets, les fraises, les outils de tour et de machines à rectifier. Le traitement thermique des outils est réalisé à l’aide de fours à gaz de ville dont les températures sont contrôlées par des pyromètres. Les outils de coupe ont été standardisés sur tout le réseau après l’application sur tous les tours de tourelles "Good-Chap". Ces outils sont équipés d’une pastille en acier rapide brasée sur un porte-outil en acier. L’équipe doit assurer l’affûtage des outils de Quatre Mares et la fabrication des outils de la moitié du réseau, ateliers et dépôts. Sa production peut atteindre cent cinquante outils par jours.
L’atelier du montage
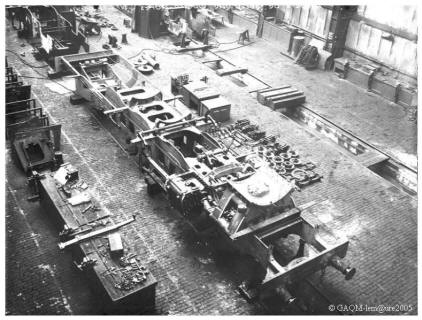
L‘atelier de montage occupe les deux halls suivants et se trouve ainsi compris entre l’ajustage et la chaudronnerie de fer. Le premier hall est affecté au montage des locomotives et mesure 25 mètres de large. Il est desservi par deux groupes de ponts roulants placés sur deux niveaux différents. Il couvre trois voies sur lesquelles s’effectuent le démontage des machines, la réparation des châssis, le remontage et la terminaison des locomotives.
châssis de locomotives à vapeur dans le hall C
Deux ponts roulants de 60 tonnes permettent une hauteur de levage de 9 mètres. Ils assurent la pose des chaudières sur leur châssis et peuvent enlever, au moyen de portiques, des machines entièrement montées pour les transporter d’une voie sur l’autre. Avec une hauteur de levage de 6 mètres trois ponts roulants de 8 tonnes assurent le levage et la manutention rapide des pièces plus légères.
La chaudronnerie de cuivre
Le second hall, qui mesure 20 mètres de large, abrite la chaudronnerie de cuivre (tôlerie et tuyautage), la soudure, la réparation des abris, des bogies et bissels et des tenders. Dans cet atelier sont réparées les tôles de couverture des chaudières, les tuyauteries de frein, de graissage et d’alimentation.
Son outillage comprend notamment une machine à cintrer les tuyaux et une machine à souder par point qui permet la fabrication à bon marché des cendriers, grilles à flammèches, couvre-roues, abris et, en général, toutes pièces confectionnées avec des tôles d’une épaisseur maximum de 5 millimètres et ne réclamant pas d’étanchéité.
La soudure
La section soudure occupe une cinquantaine d’agents. Une quarantaine de ceux-ci travaille à poste fixe, soit en soudure oxyacétylénique, soit en soudure à l’arc. La soudure oxyacétylénique sera dotée en 1935 d’une centrale de production d’acétylène à haute pression et de distribution d’oxygène. L’acétylène est produit par une batterie de 3 générateurs à carbure. Ces générateurs sont protégés par une batterie d’hydro valves empêchant tout retour provenant de la canalisation de distribution. Cette installation est complétée par un dispositif auxiliaire de lavage et d’épuration du gaz. L’ensemble est contrôlé par un poste central de réglage. L'oxygène est fourni par une batterie de 60 bouteilles de 7m3 d’oxygène sous pression montée sur une remorque automobile.
Chaque jour, le fournisseur change la remorque et ne facture aux ateliers que la consommation exacte de gaz de la journée, par lecture des différences de pression à l’arrivée et au départ. Deux batteries fixes de secours comportent chacune 12 bouteilles de 7 m3. La distribution d'oxygène dans l'atelier est assurée par 121 postes qui sont répartis dans les différentes sections et permettent des interventions en tout point de l'établissement.
La soudure électrique est en perpétuel développement. Les applications de la soudure à l’arc deviennent chaque jour plus nombreuses et plus importantes. Ce type de soudure a connu également un développement notable au fil des années.
L’installation d’une centrale de soudure électrique à courant continu, dont la génératrice du type “ Compound ” débite jusqu’à 1000 ampères et apporte une tension comprise entre 45 et 60 volts, alimente 7 postes. Ces postes sont équipés de résistances de réglage permettant une variation de 50 à 250 ampères. L’atelier de montage dispose aussi d’une machine à souder par points d’une puissance de 180 kVa permettant la soudure de deux tôles de 8 mm d’épaisseur. Les six meilleurs soudeurs de Quatre Mares sont spécialisés aux travaux délicats sur acier et cuivre. Ils exécutent, dans les ateliers et dans les dépôts, les soudures de haut de plaque tubulaire de foyer, le remplacement de faisceaux tubulaires, la fabrication de foyers soudés, le remplacement de morceaux de boites à feu et plus spécialement les travaux particulièrement délicats comme la réparation de cylindres fissurés ou défoncés. Cette section se développe d’ailleurs constamment, les applications de la soudure devenant chaque jour plus nombreuses et plus importantes.
La réparation des abris, bogies et bissels
Rien de bien notable dans cette section hormis une cisaille capable de découper sur un profil quelconque de la tôle pouvant atteindre une épaisseur de 8 mm.
L’atelier de chaudronnerie de fer
La chaudronnerie occupe le dernier hall du bâtiment principal. Il est isolé des autres ateliers par une cloison de briques sur toute la longueur du bâtiment. La moitié côté Paris est utilisée pour la réparation des chaudières alors que l’autre moitié, côté Rouen, est utilisée pour le formage des éléments de remplacement.
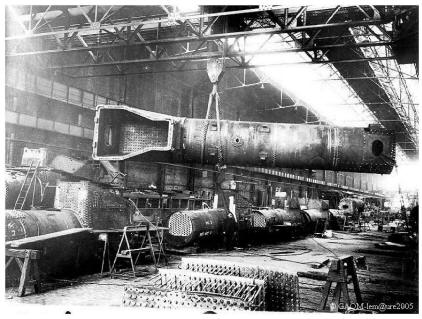
Mesurant 25 mètres de large cet atelier dispose de deux ponts roulants de 40 tonnes, de deux de 10 tonnes et d’un de 5 tonnes. Les machines-outils et les forges sont installées côté Rouen. Elles sont desservies par les ponts roulants de 5 et 10 tonnes qui se déplacent sur toute la longueur de l'atelier. Les ponts de 40 t sont placés à un niveau supérieur et ne desservent que la moitié côté Paris de l’atelier pour les manutentions des chaudières à réparer.
manutention d'une chaudière
A l'extrémité côté Paris, un pont de 25 tonnes, se déplaçant à une grande hauteur sur des chemins de roulement transversaux, permet de desservir une presse à rivet hydraulique. Cet atelier comprend entre autres, quatre perceuses radiales pour le perçage des plaques tubulaires et des pourtours de foyer ou “ boîte à feu ”, deux rouleaux à cintrer les tôles, une machine à cintrer les profils et un chantier d’emboutissage avec un accumulateur hydraulique et une presse de 250 tonnes pour le formage des éléments acier des boites à feu (plaque avant et arrière), enfin un petit chantier d’épreuves à l’air et à l’eau des réservoirs d’air des machines. On remarque également dans la chaudronnerie, un appareil permettant de radiographier les soudures des éléments de chaudières (foyer en acier, siphon “ Nicholson ”, etc..). Cet appareil d’une puissance de 250 KVA permet la pénétration d’une tôle de 20 mm d’épaisseur, avec une pose de 20 secondes, et d’effectuer à coup sûr les retouches éventuelles.
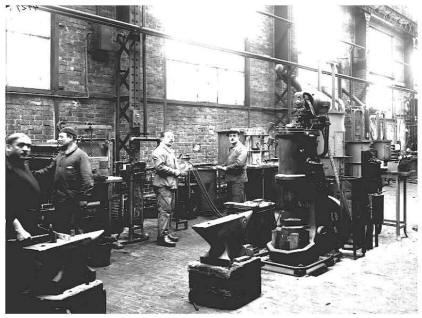
L’atelier des forges et de réparation des tubes à fumée
L'atelier des forges, construit en 1923, occupe un bâtiment situé au sud du précédent et mesure 25 mètres sur 250. Il est desservi par un pont roulant de 8 tonnes. Il comprend les forges proprement dites et le chantier de réparation des tubes. Contrairement à ce que l'on pourrait croire a priori, malgré l'importance des travaux de soudure et de découpage, le volume des travaux de forges exécutés aux ateliers de Quatre‑Mares reste important. Les forgerons disposent de marteaux-pilons à moteur de puissances diverses allant de 350 kg à 2,5 tonnes, ainsi que d’un pilon à matricer et d’une machine à forger.
marteau pilon de 2,5 tonnes
La réparation des tubes à fumée, qui occupe une partie de l’atelier, comprend deux chaînes de raboutage de tubes par soudure électrique par rapprochement; l’une pour les tubes lisses, l’autre pour les tubes surchauffeurs. La chaîne des tubes lisses est constituée par des tréteaux en plan incliné desservis par des élévateurs à air comprimé qui amènent, par groupe, les tubes devant chaque poste de travail. Ainsi équipée, cette chaîne est capable d’une production soutenue de quatre cent tubes par jour et suffit aux besoins de tout le réseau. La chaîne des tubes surchauffeurs fonctionne d’une manière analogue, le rabout étant préalablement rétreint à froid.
le chantier des "Trommels"
A l’extérieur de l’atelier se trouve un chantier de nettoyage des tubes. Il est composé de 4 machines à détartrer appelées couramment “ Trommels ”, d’un chantier de taillage comprenant deux scies pour mise de longueur et une bascule éliminant automatiquement les tubes trop légers (c’est à dire arrivé à limite d’usure), d’un parc de stockage des tubes à nettoyer, tubes nettoyés, réparés et neufs. Les chargements et déchargements de wagons ainsi que la mise en stock sont assurés par un portique roulant de 2 tonnes à commande électrique.
L’atelier des roues
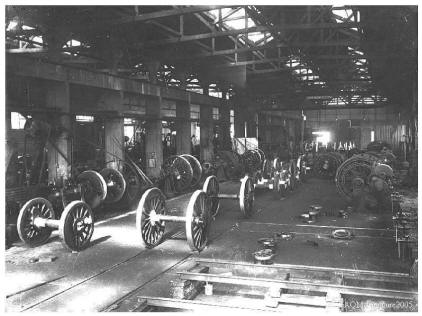
Cet atelier situé de l’autre côté du bâtiment principal c’est à dire dans la cour Nord mesure 90 mètres sur 34m,50. Il comporte deux halls qui sont desservis par quatre ponts roulants de 8 tonnes. Les chemins de roulement de ceux-ci sont prolongés à l'extérieur de l'atelier, de manière à desservir le parc à roues et à bandages. Deux volets mobiles permettent de livrer passage aux ponts et de fermer ensuite les pignons de l'atelier du côté parc à roues. L’un des halls comprend les tours à rafraîchir les bandages, dont un tour moderne “ Hegenscheidt ”, les tours à rectifier les fusées et tourillons.
l'atelier des essieux
L’autre hall abrite les tours verticaux à aléser les bandages, dont un tour de 2,10 m de capacité d’alésage, réalisant six bandages en huit heures, le four à mazout pour chauffer les bandages, la machine à sertir les agrafes par percussion, enfin la presse à caler et les quelques machines (tours, raboteuses, perceuses) nécessaires pour la préparation des essieux et des roues. Avec des tolérances d’ovalisation des fusées et tourillons de 0,2mm cet atelier est capable en service 2/8 de remettre en état cent cinquante essieux par mois.
Les bâtiments secondaires
L’atelier de traitement thermique
La cémentation et la trempe sont des opérations qui ont pour but d’apporter à l’acier une dureté supérieure. Elles sont réalisées sur toutes les pièces liées à la sécurité telles que tiges de pistons, bielles etc.. et sont effectuées dans un bâtiment spécial. Ce dernier, construit en ciment armé, mesure 16 mètres sur 10. L’outillage de cet atelier comporte un four à cémenter, un four à bain de sel, un four à moufle, chauffé à l’huile minérale, et les bacs nécessaires à la trempe.
Attenant à cet atelier, signalons les ateliers de régulage et de sablage ainsi que le poste de lutte contre l’Incendie doté, entre autres, d'une motopompe LAFLY.
La bouillotterie
La bouillotterie est installée dans un bâtiment en ciment armé mesurant 15 mètres sur 25 et desservi par un pont roulant de 3 tonnes. Ce dernier est utilisé pour le nettoyage des pièces de locomotives. Celles ci sont placées dans des bacs à potasse recouverts de hottes reliées à une conduite d’aspiration pour l’évacuation des buées. Les bacs sont chauffés au moyen de serpentins de vapeur alimentés, en hiver, par les chaudières qui servent au chauffage des ateliers et, en été, par deux chaudières de locomotives installées dans le bâtiment.
La sous-station de transformation électrique et de production d’air
Ce bâtiment, de 25 mètres sur 8, abrite quatre convertisseurs de 100 kW transformant le courant triphasé en courant continu. L’énergie électrique est fournie aux ateliers de Quatre Mares sous forme de courant alternatif à 5 000 V; Sa tension est ramenée à 220 V dans deux postes et dans une sous-station, une partie du courant est transformée en courant continu.
la sous-station de transformation électrique
Elle comprend, de plus, des compresseurs verticaux qui produisent l’air distribué aux différents ateliers par un réseau de canalisations. Dans la partie de la chaudronnerie des prises d’air multiples sont installées au pied de chaque colonne ainsi que dans les fosses établies sous la voie centrale de l’atelier pour la réparation des chaudières.
L’atelier de peinture
La peinture des machines est effectuée dans un atelier, également en ciment armé, mesurant 36 mètres sur 16 et muni d’un chauffage spécial aérothermique. Ce bâtiment, en définitive, servira très peu à la peinture des locomotives. Il se transformera, en 1932, en école d’apprentissage.
le bâtiment de la peinture
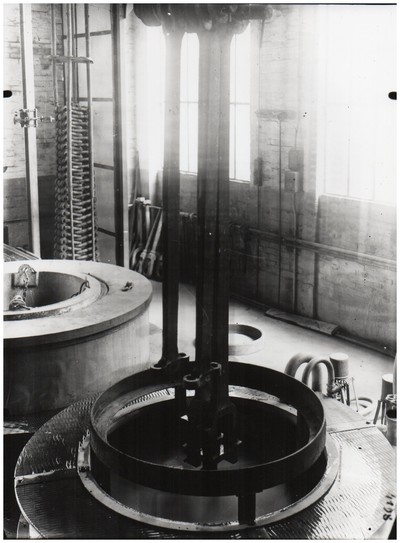
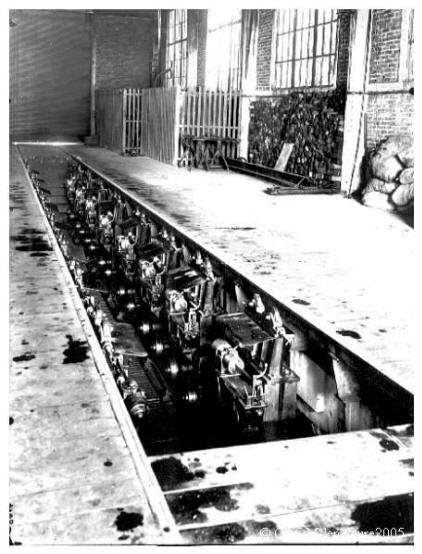
L’installation pour le pesage des machines
Le pesage des machines est effectué au moyen de bascules installées dans un bâtiment spécial comportant huit couples de bascules de 12 tonnes portées sur des chariots se déplaçant dans une fosse de 18 mètres de longueur. Ce pesage permettait de répartir équitablement les charges (poids de la locomotive) sur les essieux.
chaque essieux est pesé séparément
Les installations annexes
Le magasin d’atelier
Ce magasin couvre une surface de 1000 m2 et stocke les matières nécessaires aux besoins des ateliers. Il est doté d’un monte-charge. Un petit chantier de découpage comprend des scies alternatives et une scie “ Heller ”, qui permet de ne livrer aux ateliers que les longueurs de barres ou de profilés strictement nécessaires.
Les bureaux de l’administration
Installés dans un bâtiment édifié à l’entrée principale des ateliers, ils comportent en plus des bureaux, les locaux du service médical qui inclut une salle d’attente, une salle de consultation et une salle de pansement. Un second bâtiment, voisin du précédent, abrite le bureau d’organisation du travail ainsi qu’un réfectoire dans lequel 70 agents peuvent prendre leur repas.
Le magasin d'atelier et les bureaux administratifs.
(on remarque sur ces 2 bâtiments la présence d'horloges)
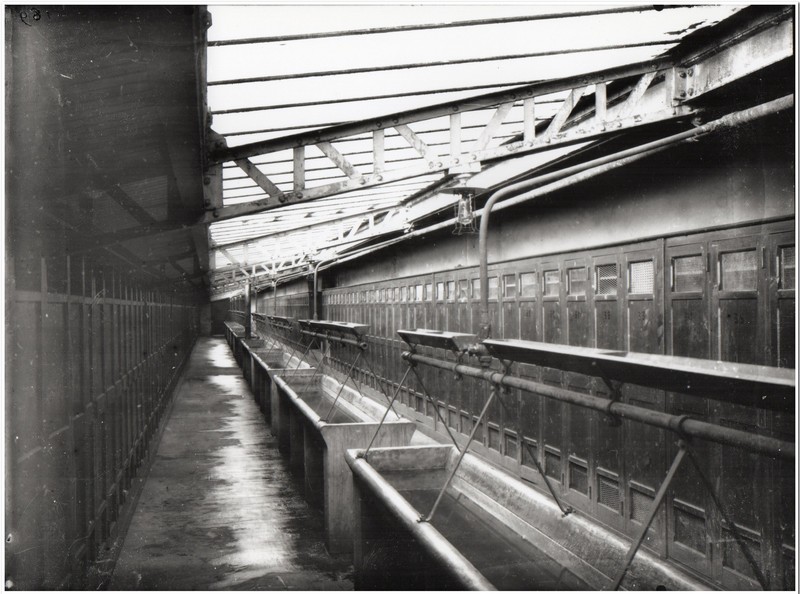
Les vestiaires et lavabos
Des vestiaires et des lavabos sont installés dans des appentis de 4 mètres de largeur édifiés le long des façades longitudinales des divers ateliers et un peu en contrebas du niveau du sol, de manière à ne pas réduire la surface des vitrages éclairant latéralement les ateliers. L’eau des lavabos est chauffée en hiver.
Le chauffage des ateliers
La vapeur nécessaire au chauffage est produite par deux chaudières “ Babcock ” de 235 mètres carrés de surface de chauffe, installées dans l’atelier des forges. La vapeur, sous pression et surchauffée, est distribuée dans les travées du bâtiment principal et dans l’atelier des roues au moyen de conduites aériennes, sur lesquelles sont branchés les radiateurs. Ceux-ci sont constitués par une série de douze tubes d’acier horizontaux de 60 mm de diamètre soudés à chacune de leurs extrémités à deux tubes verticaux de 120 mm. Un purgeur automatique, placé à la partie inférieure de chaque radiateur, permet d’évacuer l’eau condensée dans une conduite de retour aux chaudières. Cette conduite aérienne est placée à côté de la conduite de vapeur. Ce système de chauffage, très simple et peu encombrant, est très efficace. Il permet, dans les ateliers d’ajustage, d’élever la température à 15° au-dessus de la température extérieure.
Le revêtement du sol
Sauf dans quelques parties, en particulier dans le voisinage des forges, le revêtement du sol dans les ateliers est constitué par un pavage de bois posé sur une chape en ciment; ceci afin de préserver l’état des pièces en cas de chute de l’une d’elles, ou tout simplement pour leur stockage à même le sol.
on remarque ici le sol pavé de bois.
©GAQM2018