![]()
THÈME IV
LA RÉPARATION DES LOCOMOTIVES A VAPEUR
(de 1920 à 1938)
LES LOCOMOTIVES A VAPEUR
Afin de permettre de situer les principaux éléments constitutifs des locomotives réparées dans les ateliers de Q.M., voici, en quelques lignes, un exposé sur les généralités rencontrées sur les locomotives à vapeur.
Le principe de fonctionnement de toutes les locomotives à vapeur est le même depuis l’origine. Tout d’abord, le charbon, qui brûle dans le foyer, chauffe l’eau contenue dans une chaudière, produisant ainsi de la vapeur. Celle-ci impulse à un piston un mouvement de va-et-vient. Le mouvement alternatif de ce piston est transformé en mouvement rotatif par l’intermédiaire d’un système bielle-manivelle.
DESCRIPTION D’UNE LOCOMOTIVE A VAPEUR
Le châssis
Le châssis se compose de deux longerons solidement entretoisés qui le rendent indéformable malgré les efforts considérables auxquels il est soumis.
Ces longerons sont constitués :
- soit par des tôles d'acier laminé, dont l'épaisseur est d'environ 40mm.
- soit par des barres d'acier moulé, qui peuvent avoir une épaisseur allant jusqu'à 140mm.
Le châssis repose sur des essieux. Les roues motrices des locomotives à grande vitesse ont un diamètre compris entre 1,80m et 2,10m. Celui des machines destinées à la remorque des trains de marchandises se situe entre 1,20m et 1,50m.
Ce qui caractérise principalement une locomotive c’est son poids adhérent, dont on a immédiatement une idée assez précise par le nombre des essieux accouplés. C’est ce nombre que la S.N.C.F. choisira en 1938 pour caractériser le type d’une locomotive, reprenant le système de numérotation adopté en 1925 par le réseau Paris-Lyon-Méditerranée. On le fera précéder d’un chiffre pour indiquer le nombre des essieux qui précèdent les essieux couplés (un 1 pour désigner un bissel et un 2 pour un bogie) et on le fera suivre d’un chiffre pour indiquer le nombre des essieux porteurs qui suivent les essieux couplés. Cette numérotation est une véritable fiche d’identité. Elle fournit en effet de précieuses indications sur les caractéristiques des locomotives.
L’usage répandu de désigner un type de locomotive par un seul nom comme “Pacific”, “Mikado” ou encore “Mountain” nous vient des Etats-Unis. C’est la classification de Whyte universellement connue.
La chaudière
La chaudière est de type tubulaire et comporte des tubes à fumée. L'eau est contenue dans un corps cylindrique traversé, sur toute sa longueur, par un faisceau de tubes parallèles d'acier, dont le nombre peut être d'environ 200, ajustés dans les deux fonds du corps cylindrique.
Le foyer de la locomotive a subi divers perfectionnements au cours des années, visant à diminuer la fatigue du personnel de conduite. Certaines locomotives à chauffe au charbon ont reçu un dispositif de chargement mécanique, le "stoker", qui évite le fatigant chargement à la pelle. D'autres locomotives ont été dotées d'un foyer chauffé au mazout.
Deux phénomènes ont, de tout temps, préoccupé les ingénieurs. Ce sont l'entartrement et la corrosion. Le dépôt de tartre nuit à la bonne transmission de la chaleur et diminue le rendement de la chaudière. Quant à la corrosion, elle exerce une influence destructrice sur les tôles de chaudières.
Un procédé efficace pour combattre l'entartrement et la corrosion sera imaginé par M. Louis Armand. C’est le "T.I.A" (Traitement Intégral Armand). Ce procédé, basé sur des réactions chimiques, diminuera les frais d'entretien et augmentera les parcours entre opérations périodiques. En outre, il abaissera la consommation de combustible de 65 à 52,4 kg pour 1000 tonnes‑kilomètres remorquées. On y adjoindra un complexe anti mousse afin d’éviter aux locos le phénomène de “freinage” c’est à dire l’entraînement d’eau de la chaudière par l’échappement qui pouvait entraîner, par lavage des cylindres, leur détérioration en même temps qu’une baisse de puissance.
Le moteur
La vapeur prélevée à la partie supérieure de la chaudière, dans ce qui est appelé le dôme de vapeur, est amenée dans un cylindre à l'intérieur duquel se déplace un piston. Le moteur de la locomotive comporte de nombreux autres organes plus ou moins complexes. Parmi ceux‑ci, nous citerons le système de distribution. La vapeur doit être dirigée tantôt sur une face de piston, tantôt sur l’autre. Il en existe de plusieurs types. Nous nous limiterons à citer l'un des plus répandus qui est le système "Walschaerts". Dans ce cas l'organe qui règle l'admission de la vapeur dans le cylindre et son échappement peut être un tiroir cylindrique, un jeu de soupapes, etc.. La distribution "Lentz" rentre dans cette dernière catégorie.
Sur les locomotives dites à “simple expansion”, la vapeur travaille dans deux cylindres où elle est admise à la pression de la chaudière, puis s'échappe ensuite directement dans la cheminée. D'autres locomotives, très répandues en France, sont dites “à double expansion” ou “compound”. Dans ce cas, la vapeur après avoir travaillé dans deux premiers cylindres, dits “à haute pression”, ne se détend que partiellement, puis est envoyée dans deux autres cylindres dits “à basse pression”, d'où elle s'échappe ensuite par la cheminée.
LES RÉPARATIONS EFFECTUÉES SUR LES LOCOMOTIVES A VAPEURS
Depuis leur date de mise en service jusqu’à celle de leur réforme, les locomotives et les tenders sont suivis avec soin. Ils subissent des opérations systématiques d’entretien en fonction de leur parcours et de leur état général.
Pour assurer dans les meilleures conditions économiques, l’entretien du parc des locomotives, il est établi un programme de réparation basé sur l’état réel des engins et des possibilités d’approvisionnement. Celui-ci est établi le 31 mars pour l’année suivante et est ajusté semestriellement.
Ce sont les dépôts qui fournissent les éléments de ce programme en tenant compte du parcours moyen kilométrique et de l’état des foyers. Pour chaque locomotive un état signalétique des chaudières est tenu à jour par le dépôt qui le joint au dossier de la locomotive.
Les locomotives sont envoyées dans les grands ateliers des réseaux, tels que ceux de Quatre Mares, ou de l’industrie Privée ( LCB Nantes pour le Réseau Ouest - Schneider à Caen où les coûts des réparations sont en 1920 trois fois moins chers qu’à Sotteville ) soit pour les grandes réparations (GR) soit pour des réparations accidentelles du châssis et du mécanisme (RA) ou de la chaudière (RAC) ou encore avec levage (RAL).
Le délai entre 2 GR varie, suivant le type de locomotive, de 200.000 à 540.000 kilomètres ce qui représente un service de 6 à 10 ans. Les principaux travaux réalisés lors de ces GR portent alors sur toutes les pièces démontées, expertisées, réparées ou remplacées en vue d’obtenir une machine à l’état du neuf.
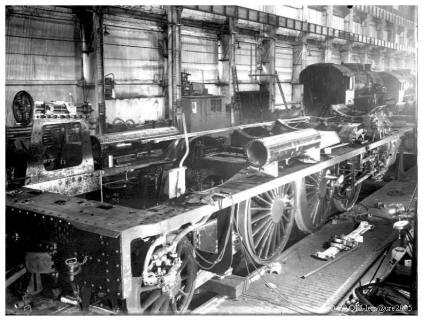
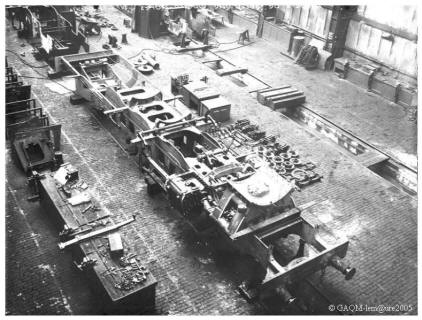
Le démontage des locomotives
Suivons, maintenant, les différentes opérations réalisées sur une locomotive, depuis son entrée, jusqu’à sa sortie quarante jours plus tard, des ateliers de Quatre Mares.
Dès son entrée dans le hall du montage par le côté Paris, la machine, livrée à une équipe de démonteurs, est déshabillée complètement en trois jours.
Certains dénomment cette opération: “La désaille”. Les machines sont démontées à proximité du bâtiment de lessivage, côté Paris. Les pièces de détail sont transportées dans des bacs percés de trous, qui sont directement plongés dans des cuves de dégraissage. Après nettoyage et piquage au marteau vibrateur, le châssis est avancé à l’aide des ponts roulants de 60 tonnes, sur un emplacement libre du chantier de réparation des châssis. Les centaines de pièces qui la composent sont alors réparties immédiatement entre les équipes spécialisées, dans les différents ateliers. Le travail progresse parallèlement en tous les points de l’atelier, sous la direction du service de la régulation centrale, véritable cerveau de l’ensemble.
La chaudière, les roues, les pièces de mouvements, les suspensions, la robinetterie, etc.. sont réparées dans les ateliers annexes par des équipes spécialisées.
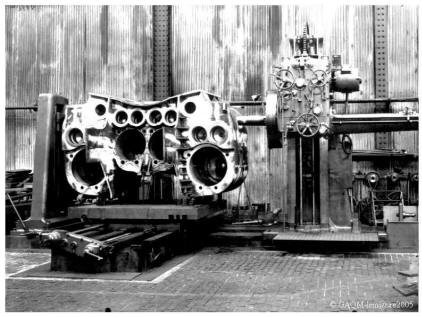
La réparation du châssis
Depuis sa mise en poste, c’est à dire à partir du moment où il prend place sur un chantier du hall du “Montage”, et pendant toute la durée de sa remise à neuf, le châssis reste au même endroit et des équipes spécialisées se succèdent pour le remettre en état.
Son “carrément” (opération destinée à contrôler la géométrie du châssis), corrigé parfois par des interventions de chaudronnerie, est contrôlé par une équipe dotée d’une lunette optique et d’instruments de mesure “Zeiss”.
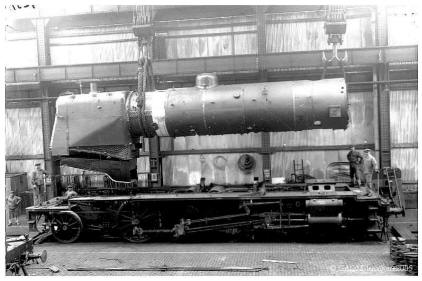
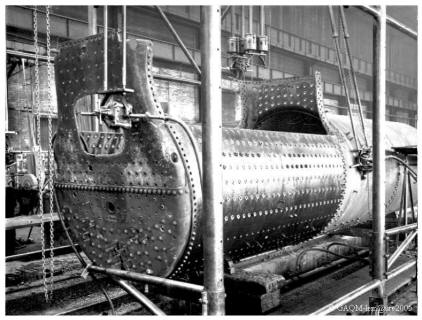
La réparation de la chaudière
Acheminée sur le chariot transbordeur du montage, la chaudière suit dans le hall de la “Chaudronnerie” un cheminement parallèle à celui du châssis. Après le détubage et le détartrage aux marteaux piqueurs pneumatiques, il est procédé à une expertise déterminant les parties du foyer à remplacer. Après le démontage des éléments du foyer, sur des berceaux à galets qui facilitent la rotation des chaudières, ces dernières sont amenées au pont roulant sur les divers emplacements réservés aux équipes spécialisées. Une seconde expertise fixe, alors définitivement, dans le détail, tous les travaux à exécuter.
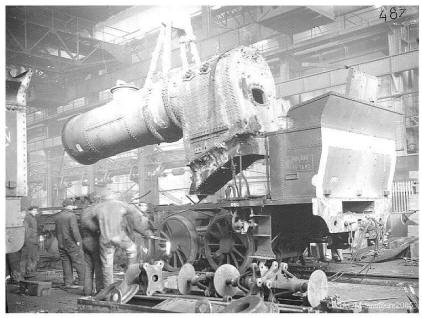
La présentation et le montage des éléments de remplacement ainsi que les diverses réparations sont entrepris. A partir de la présentation du foyer dans la boite à feu, la chaudière est engagée dans une série de portiques, sous lesquels elle se présente en se déplaçant, le cadre en l’air, posée sur des “Lorry”. Nous rencontrons successivement, en suivant cette chaîne de terminaison, les presses à river les cadres, le portique de taraudage et de pose d’entretoises, le portique de taraudage des tirants, le portique de rivetage des entretoises et enfin le poste de tubage et de montage de la robinetterie. Après avoir subi les épreuves hydrauliques à chaud sous l’oeil vigilant de l’ingénieur des Mines de l’APAVE, la chaudière revient au montage où elle est remise en place sur son châssis.
Le remontage des machines
Toutes les autres pièces reviennent également en temps voulu et sont remontées par les soins d’une équipe spécialisée. Après présentation de la chaudière sur le châssis mis de niveau, la remise en état du châssis se termine par le remontage des bielles, le réglage de la distribution, le montage des tuyauteries du frein. L’équipement de la chaudière se poursuit en même temps par le montage des tôles enveloppes, robinetterie, tuyautage de graissage, sablières... Une fois rééquipé, le châssis est descendu sur ses roues dans l’autre partie de l’atelier, c’est à dire à l’extrémité côté Rouen. L’abri mis en place et les tuyauteries raccordées, la machine terminée est mise en pression, pesée, et, après essai de l’étanchéité de toutes les tuyauteries, elle est présentée à l’agent réceptionnaire de la traction.
Celui-ci la vérifie contradictoirement avec le chef de service du contrôle des ateliers et lui fait faire un essai en ligne de 30 kilomètres.
Après peinture, les machines sont livrées aux dépôts d’attache, sauf les machines de vitesse qui font un nouveau parcours de garantie de 500 à 1000 kilomètres sous la direction de l’agent réceptionnaire de traction, avant de regagner leur dépôt.
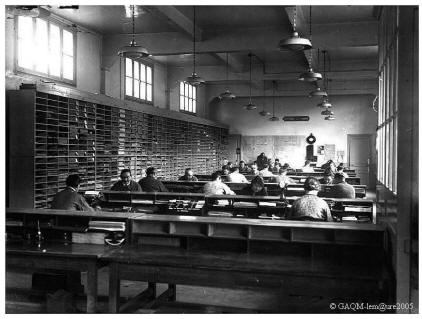
ORGANISATION DU TRAVAIL
Voici comment sont organisés, avant la seconde guerre mondiale, la répartition, l’exécution et le contrôle du travail. L’état-major de Quatre Mares se compose alors de trois services principaux en liaisons permanentes avec les ateliers d’exécutions. Le service de mise en œuvre qui est chargé de la préparation du travail et de l’expertise des travaux à exécuter, traduits en bons de main-d’œuvre et de matière. La régulation centrale qui coordonne l’exécution des travaux dans les ateliers et veille à ce qu’ils soient exécutés suivant un plan d’avancement établi à l’avance. Le service technique qui, indépendant de la production, cherche constamment à améliorer la production en perfectionnant l’outillage et les méthodes de travail. A côté de ces trois grands services sont placés trois services annexes. Le service de contrôle qui est chargé de la vérification et de la validation des travaux livrés par les ateliers. Le service comptable qui calcule les prix de revient des travaux livrés et présente le bilan mensuel des ateliers. Le service administratif qui traite les questions de personnel, attachements, permis, nominations...
Le service de mise en œuvre.
Le service de mise en œuvre comprend deux bureaux distincts, chargés pour l’un de la préparation du travail du point de vue main-d’œuvre, et pour l’autre de l’approvisionnement matière. Après le démontage d’une locomotive, les pièces démontées sont réparties immédiatement entre les équipes spécialisées. Chacune d'entre elles est alors examinée par les agents spécialisés de ce service qui déduisent de leurs déformations et usures la nature des réparations à leur faire subir. Celles-ci sont annotées sur un “cahier d’expertise”. Les pièces peuvent aussi être remplacées. Dans ce cas, c’est la “nomenclature matière” qui sera renseignée.
Ces documents, remis aux dactylos, permettent l’établissement rapide des bons de travaux et des bons de matière. Les premiers indiquent aux ouvriers la nature des travaux à exécuter ainsi que le temps alloué pour les réaliser alors que les seconds sont envoyés au magasin d’atelier. Les bons de main-d’œuvre sont envoyés à la régulation centrale, pour la tenue du tableau de charge, après enregistrement par l’expert sur des feuilles propres à chaque équipe spécialisée des ateliers. Les bons de matière sont envoyés au magasin qui livre aux sections les matières commandées et les fait ranger dans des casiers adéquats. Par comparaison entre les bons de matière émis et les accusés de réception des équipes, le service de mise en œuvre connaît journellement les livraisons tardives et intervient rapidement auprès du magasin. Ce service établit ensuite, avec ses tarifs, les devis demandés par le service de la régulation centrale. Il contrôle les factures des travaux exécutés pour les services extérieurs, distribue et classe les dessins nécessaires aux ateliers.
La régulation centrale.
Centre moteur des ateliers, elle reçoit tous les bons émis par le service de la mise en œuvre et les répartit aussitôt pour exécution entre les chefs des ateliers divisionnaires intéressés. Elle veille à l’exécution des travaux, sans arrêt ni à-coup, à l’aide de graphiques “Gantt” d’avancement (standard par série de machines) qui lui donnent à chaque instant l’état d’avancement de tous les travaux en cours. La mise à jour de ceux-ci se fait au cours d’une conférence journalière qui réunit tous les chefs d’ateliers. Le régulateur central dispose de tous les moyens de l’atelier pour parer à des à-coups ou pour redresser une situation compromise par un incident imprévu.
Pour chaque machine en réparation, un graphique présente, par opération détaillée, la marche prévue et imposée. La marche réelle, pointée en rouge chaque jour, doit se superposer à la marche prévue, un retard sur une opération pouvant avoir de graves répercussions sur les autres opérations relatives à la même machine ou même sur celles d’autres machines.
En plus de la réparation des locomotives, les ateliers exécutent des travaux de réparation de pièces diverses pour les dépôts et fabriquent des pièces neuves pour les magasins généraux. Le régulateur central est renseigné sur les capacités de l’atelier dans chaque catégorie de travail au moyen d’un tableau de charge qui indique le nombre mensuel d’heures que peut fournir telle ou telle catégorie de machines-outils, le nombre d’heures représentées par les travaux en main, et le nombre d’heures nécessaires pour les commandes en attente. Il peut ainsi voir rapidement le rapport entre les demandes et les possibilités d’exécution. En comparant le nombre d’heures de travail disponibles mensuellement dans chaque équipe et le nombre d’heures représentées par les travaux déjà commandés à celles-ci, il accepte ou refuse les commandes supplémentaires qui lui sont proposées. Ces commandes ne font pas l’objet de graphiques individuels.
Le régulateur central fixe les dates de terminaisons pour chaque atelier et la date de livraison finale après l’établissement des bons de main-d’œuvre, des bons de matières et d’une feuille de routage prescrivant la succession des travaux dans les différents ateliers intéressés. Il en contrôle l’achèvement et la livraison à l’aide d’un échéancier double (par date de livraison et par client). Le chef d’atelier divisionnaire distribue les bons de main-d’œuvre à ses contremaîtres, chef de sections, qui les remettent ensuite aux chefs d’équipe, en fonction d’un tableau de charge approprié, pour exécution ou classement en attente dans les tableaux de planification d’équipe.
Le service technique.
Il est chargé d’améliorer la qualité du travail livré et le rendement des ateliers, en étudiant avec le plus grand soin le détail de chaque opération afin de déterminer, dans chaque cas particulier, le mode de travail ou d’usinage le plus avantageux. Ses agents, choisis parmi les meilleurs, sont groupés dans les équipes spécialisées suivantes :
Les inspecteurs de machines-outils
Ils visitent périodiquement les machines-outils dont ils établissent, à l’occasion de leur premier examen, le dossier complet. Celui-ci comprend un “dossier des caractéristiques” de la machine et un “inventaire” de son état au moment de l’inspection, duquel seront déduites les réparations à lui faire effectuer.
Les démonstrateurs
Ces agents professionnels sélectionnés exécutent eux-mêmes après étude, les premières séries de pièces et procèdent ainsi à la mise au point des méthodes préconisées, de l’outillage et des montages créés pour les réaliser. Après l’examen d’une proposition d’amortissement de matériel à acquérir, et son acceptation par le chef des ateliers de Quatre Mares, l’étude est transcrite sur une “fiche d’instruction”. Cette dernière relate les conditions chiffrées suivant lesquelles le travail doit être conduit (vitesse, avance, profondeur de passe). Cette fiche est remise à l’ouvrier en même temps que son bon de travail et les outils de montages spéciaux nécessaires à l’exécution.
Les dessinateurs
Ils sont chargés de la réalisation des dessins d’outillage et des études de standardisation de pièces, entraînées par l’application progressive de normes et le travail au calibre dans l’usinage. Enfin un service spécial est chargé, à la demande de la régulation centrale, de procéder aussi scientifiquement que possible aux essais divers d’outils ou autres. Il présente les résultats obtenus sous forme de graphiques, évitant toute controverse avec les fournisseurs.
Le service de contrôle.
Certaines phases de la réparation des locomotives sont vérifiées par le service de contrôle, telles que la présentation de chaudière sur châssis et la mise sur roues. Ce service contrôle avant livraison à l’atelier du montage ou aux dépôts, les pièces réparées dans les divers ateliers spécialisés (boites, bielles, etc.) et procède à quelques vérifications par sondage des opérations intermédiaires. Il suit toutes les machines sortant de grande révision avant, pendant et après les essais en cour et en ligne afin de signaler aux sections intéressées les retouches à effectuer avant l’examen contradictoire de réception définitive (V.P.P) avec le service Traction.
La Comptabilité,
Ce service prépare la solde du personnel d’après les attachements mensuels des agents tenus par les chefs d’équipe et contrôlés par le service administratif des ateliers. En relevant le temps passé pendant une période (généralement mensuelle) et les temps alloués correspondant aux travaux commencés et terminés pendant cette même période, il calcule également le “boni” individuel de chaque agent. Le travail de l’agent, pendant environ un mois, correspond à un ensemble de bons de travaux constituant un “Certificat”.
Avant de commencer un travail, l’agent reçoit un bon indiquant le travail à effectuer, le temps alloué pour faire le travail, le numéro de la commande, son nom et le numéro du certificat. L’agent n’a pas à déclarer l’heure à laquelle il commence ou termine le travail faisant l’objet d’un bon déterminé, mais seulement le moment où il change de certificat. Le bénéfice réalisé par l’agent n’est donc pas calculé pour chaque bon de travail, mais seulement pour l’ensemble du certificat, ce qui simplifie considérablement la comptabilité. La répartition du temps passé sur un certificat aux diverses commandes est calculée au prorata des temps alloués. Le bénéfice des agents est calculé en multipliant par le rapport du temps gagné au temps alloué, le salaire de base uniforme de tous les agents d’une même catégorie. Dans certains cas, le bon de travail est établi, non pour chaque agent, mais pour une équipe.
Les agents de direction, à tous les degrés de la hiérarchie, reçoivent des primes calculées d’après des formules spéciales. Si la production minimale de chaque équipe, section d’atelier et atelier est dépassée, le chef d’équipe, contremaître ou chef d’atelier, perçoit une prime obtenue en multipliant un salaire de base déterminé, variable suivant les grades, par le pourcentage réalisé sur la production minimale fixée. Cette production est évaluée, suivant la nature des travaux, en prenant pour base soit le nombre ou le poids des pièces confectionnées ou réparées, soit le temps passé à la réparation d’une unité : chaudière ou machine.
Le fait que les primes des agents de direction ne soient pas déterminées d’après les mêmes bases que celles des ouvriers permet d’éviter que le personnel de maîtrise n’ait tendance à favoriser l’augmentation des bénéfices, au détriment de la production, soit en essayant d’obtenir des temps exagérés, soit en faisant exécuter des réparations plus importantes qu’il ne serait indispensable.
Le service comptabilité détermine aussi le prix de revient des travaux livrés par les ateliers en additionnant les frais de main-d’œuvre et le montant des matières consommées pour ces travaux. Les heures de main-d’œuvre sont frappées de frais généraux révisés trimestriellement et vérifiés mensuellement à l’aide d’une balance des frais facturés et des dépenses réelles. Enfin, il établit le bilan comptable mensuel des ateliers, en comparant le relevé des dépenses réelles et le montant des factures du mois avec le budget alloué aux ateliers.
Le service administratif
Ce service contrôle les attachements du personnel tenus par les chefs d’équipe avec le pointage des “boites à jetons”(système consistant pour chaque agent à signifier sa présence en décrochant un jeton numéroté dans une boite prévue à cet effet). Il a la charge de l’établissement et de la distribution des permis de circulation, des bons de consultation médicale. De plus il enregistre et classe la correspondance des services et des ateliers.
LES MODIFICATIONS RÉALISÉES SUR LES LOCOMOTIVES
La Région Ouest se caractérise, au début du siècle, par son manque de locomotives de grande et moyenne puissances.
Dès 1909 le nouveau réseau de l’Etat commande 50 “Pacific” (futur 231-011 à 060). La mise en service en 1910 des Pacific Etat 6511 à 6530 (231B) puis 231.11 à 60 fait suite à l’accroissement des charges. Elles découlent des prototypes (2901 et 2902)du réseau de l’Ouest. Ces dernières, sorties juste avant le rachat du réseau par l’Etat, ne sont cependant pas au point.
la "Pacific" 2901 du réseau de l'Ouest
A cette époque, et pour parer au plus pressé, on se mit à construire de nouveaux des locomotives de type déjà dépassé comme les 230. L’utilisation de bogies sur le matériel remorqué, et par conséquent, l’accroissement des charges incite de nouveau le réseau à commander en 1913 de nouvelles “Pacific” compound et à vapeur surchauffée, les 231.500. Les livraisons s’échelonneront jusqu’en 1923, retardées en raison des événements de 1914-1918.
En 1927, époque à laquelle les horaires et la marche des trains commencent à moins pâtir du conflit précédent, la puissance des “Pacific” se révèle insuffisante. L’arrivée des voitures métalliques n’arrange pas les choses. Ces problèmes de puissance amènent le réseau de l’Etat à entreprendre des essais de vitesse (140/150 km/h). A la suite de ces essais, 10 “Mountain” de type Est sont adoptées par le réseau en 1930. Une autre commande de 29 machines semblables suit de peu (1931).
A l’analyse des résultats des essais de ces dernières en 1932, et en suivant les prérogatives de M. RENAUD qui vient de transformer la 231.523 en machine à 3 cylindres, le service du Matériel du réseau de l’Etat réalise une étude de “Mountain” à 3 cylindres, à simple expansion et à distribution RENAUD. Cette machine, la 241.101 est mise en service en 1933, mais ses performances ne satisfont pas le réseau de l’Etat. Elle est rapidement garée avant d’être reprise par M. CHAPELON qui en fait une excellente machine, la 242 A 1.
la 242 A 1
A cette époque le parc des locomotives du réseau ne fait plus l’objet que de modifications. Près de la moitié de l’effectif des “Pacific” est transformé aux ateliers de Quatre Mares. Des transformations sont effectuées aussi sur quelques “Mikado” sans pour autant être appliquées sur toute la série.
Des modifications seront aussi apportées au niveau du faisceau tubulaire, de la boite à feu, du corps cylindrique et du moteur. De plus, au cours de leur carrière elles reçoivent un échappement “Kylchap” et des pare fumée. Leur service comporte des express, des rapides et des messageries. En 1933 les ateliers transforment six 231-500 en 231-500 D. Les modifications portent sur la mise en place de 28 éléments surchauffeurs Houlet avec tubes de retour 31.38, d’un régulateur de grandes sections, de nouveaux conduits d’admission, d’une distribution à la BP par soupapes à cames oscillantes Dabeg commandées par mécanisme Walschaërts, d’un échappement “Kylchap” 1 K/T, d’une boite à fumée allongée, la colonne d’échappement devenant rectiligne, d’un essieu coudé auto équilibré et de bielles BP allégées. 153 machines seront ainsi modifiées aux ateliers de Q.M..
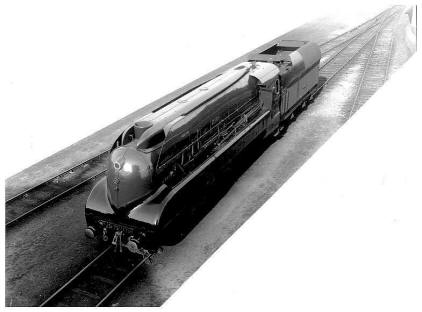
la 231.761 carénée
Il est à noter que la 231.761 reçoit en plus un carénage aérodynamique qui sera démonté ultérieurement. 22 machines seront transformées en 231-500 W et deviendront 231 F. La 1ère à sortir de Sotteville Q.M, en juillet 1933, est la 231.736 W. Les opérations effectuées sur ces machines sont les mêmes que sur les 231 D, excepté le moteur, dont les cylindres BP sont munis de distributeurs “Willoteaux” à double admission et à double échappement. Au niveau de leur puissance, elles sont assimilées aux 231 D..
C ’est en juillet 1935 que sort la 231.644 DD. C’est la 1ère machine 231.500 transformée en 231 G selon les principes appliqués à la 3566 du P.O.. Les transformations de la chaudière sont les mêmes que celles effectuées sur les 231 D ou 231 F. L’innovation principale se situe au niveau des 4 cylindres dont la distribution est du type “Lentz Dabeg” à cames oscillantes. Plusieurs trains d’essais mettent en avant leur gain important de puissance, ainsi que la baisse, dans des proportions importantes, de leur consommation en charbon et en eau.
Les 250 machines de la série 141.001 à 250 qui deviendront les 141 C reçoivent des réchauffeurs d’eau d’alimentation et des échappements “Kylchap” 1K/T.
Cependant 3 d’entre-elles font l’objet de réelles transformations au cours de leur passage à Q.M. La 141.050 transformée par M. RENAUD lors de son passage aux ateliers de Q.M en 1928. Elle possède 4 soupapes par cylindre. Les modifications qui lui sont apportées portent surtout sur la distribution du même type que celle adaptée à la 030.729, 16 ans auparavant, et qui consistait en un mécanisme de distribution par soupapes à phases indépendantes. Cette fois M. RENAUD, ingénieur en chef des ateliers, peut disposer d’une machine à vapeur surchauffée. Les essais montrent une légère diminution de la consommation mais sont classés sans suite car l’économie ne semble pas suffisante à l’époque.
la 141.136
La 141.136 transformée à Quatre Mares en 1938 reçoit une distribution “Dabeg” à came rotative. Son timbre passe à 14 HPZ et un réchauffeur “ACFI” est installé. Les résultats des essais auquel elle est soumise n’ont malheureusement jamais été communiqués. De plus cette machine sera détruite dans un bombardement peu après son passage dans les ateliers.
La 141.113 (141 C 113 - 141 E 113) est modifiée à Sotteville Quatre Mares lors de sa venue en GR en 1944/45. Ses éléments surchauffeurs sont remplacés. L’objectif est d’augmenter et d’optimiser les sections de passage de la vapeur. Elle est essayée en ligne ainsi qu’au banc d’essais de Vitry. On constate alors un accroissement de la puissance et une diminution de la consommation. 30 locomotives auraient du ensuite être modifiées de la sorte si la réception de matériel neuf ne les avait rendues obsolètes.
LA NAISSANCE DE LA S.N.C.F.
Si la nationalisation des chemins de fer est dans l’esprit du gouvernement de Front Populaire élu en mai 1936, ce n’est que sous le gouvernement du radical Chautemp que le pas décisif est franchi.
La S.N.C.F. est créé par la loi du 31 août 1937, mais les statuts enfantés dans la douleur sont déposés le 31 décembre 1937. La S.N.C.F. prend en charge l’ensemble du réseau français le 1er janvier 1938.
A cette date les ateliers de Quatre‑Mares qui assurent par mois 7 à 8 GR (Grandes réparations), 3 à 4 RA (Réparations Accidentelles) et la confection de nombreuses pièces pour les dépôts, sont dotés d'un atelier de mécanique relativement moderne et important. Les ateliers de Q.M sont alors rattachés à l'arrondissement de Sotteville qui forme un ensemble cohérent d’établissement comprenant les ateliers de machines de Quatre‑Mares, les ateliers de voitures et wagons de Sotteville Buddicom, les ateliers de voitures et wagons de Mezidon, le service du matériel roulant ou du petit entretien, le service électrique de Sotteville et l'école d'apprentissage de Q.M..
Mais cette nationalisation va imposer de nouvelles règles du jeu. Le nouveau patron, qui est l’Etat, hérite des responsabilités qui incombaient aux directions des anciennes compagnies. Il devient gestionnaire d’un ensemble industriel de service public employant près de 500.000 agents et au fonctionnement structurellement déficitaire. La limitation de ce déficit va devenir la priorité de l’Etat qui va s’y employer avec plus ou moins de succès mais avec plus de sévérité que les directions des anciennes compagnies.
©GAQM2018