![]()
THÈME IX
L'ACTIVITÉ DIESEL-ELECTRIQUE
(de 1972 à 1995 suite)
Les grandes étapes de ces dernières années
Les modifications apportées sur les locomotives diesel électrique
L’évolution des cycles d’entretien
L’évolution des ateliers et des moyens de production
Les grandes étapes de ces dernières années
Après les bouleversements que connaît Q.M. au moment du passage de la vapeur au diesel l’histoire de l’entreprise aurait pu se figer. Bien au contraire le cours de cette histoire semble s’accélérer tout au long des vingt dernières années qui nous intéressent ici. Les progrès techniques se succèdent de plus en plus rapidement, le renforcement de la notion de compétitivité, les contraintes extérieures de plus en plus fortes vont obliger l’établissement à sans cesse se remettre en question et se réformer afin de conserver son rang. C’est pour mieux rendre compte de cette accélération de l’histoire de Q.M. que certains des faits les plus marquant couvrant la période 1975-1995 ont été regroupés et ainsi permettent de mieux cerner les réalités de la vie d’une entreprise industrielle de cette taille à l’aube du 21e siècle.
Les modifications apportées sur les locomotives diesel électrique
Le Service technique de Quatre Mares définit et suit les applications de modifications. A ce titre il assure la mise à jour et la gestion des dessins (tirage et distribution) et gère les innovations présentées par le personnel et qui ont pour but d’améliorer la sécurité, l’entretien et la tenue en service des locomotives.
Parmi les faits marquants qui jalonnèrent les années soixante-dix et quatre-vingt, certains allaient porter sur des modifications souvent importantes des locomotives. Ainsi, après une période de rodage à l’activité diesel, les agents de Q.M. vont rapidement procéder à des transformations dans la structure des locomotives. En effet, malgré le soin apporté dans les études de conception et dans la fabrication des locomotives diesels-électriques, ces dernières allaient rapidement laisser apparaître quelques faiblesses.
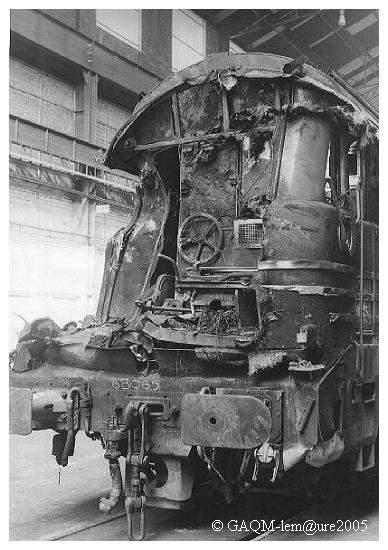
La première des modifications de grande envergure sur ces locomotives fût sans conteste celle qui consista à renforcer leurs cabines de conduites. Ces cabines, dont l’ossature en acier était uniquement recouverte d’un “ masque ” en résine de polyester, ne présentaient qu’une protection malheureusement illusoire en cas de collision. Il sera décidé alors de renforcer les cabines de conduite par l’installation d’un bouclier en acier.
C’est en 1974, sur la série des CC 72001 à 020 (la seconde série étant équipée d’origine), qu’allait commencer à Quatre Mares une opération de grande envergure appelée le renforcement des cabines.
Ce type d’intervention allait être étendu à toutes les séries de machines dans les années qui suivirent. Sur les A1A-A1A 68000 et 68500 cette opération nécessita la reconstruction complète des cabines de conduite. Sur cette série de locomotive la particularité résidait dans le fait que les cabines de conduite initiales étaient pour ainsi dire interchangeables.
Cabine de la 68065 après une collision
Elles étaient en effet conçues pour pouvoir être déposées d’un seul tenant de la machine et être révisées en chantier comme un sous ensemble au même titre que le moteur, le groupe réfrigérant etc.. Elles étaient fixées sur le châssis de la locomotive par cinq plots.
cabine de la 68069 en préparation
Pour cette série il fallut donc rebâtir directement sur le châssis les ossatures complètes des cabines. C’est entre autres à cette époque que furent déposées les baies d’angles des cabines.
C’est en 1977 et pour la série A1A-A1A 68000 uniquement qu’allait commencer conjointement les interventions de Mi Vie. En fait la politique d’entretien qui avait été définie lors de leur mise en circulation prévoyait, lorsque celles-ci seraient arrivées environ à la moitié de leur vie (estimée à environ 25 ans), une opération de grande envergure afin de leur permettre de poursuivre leur service jusqu’à leurs amortissements. Toutes les 68000 passèrent donc à Q.M. et furent rénovées. La disparition du matériel remorqué à chauffage vapeur entraînera aussi à partir de cette date la dépose des chaudières “ VAPOR ” des A1A-A1A 68000. Cette opération nécessita la mise en place de “ gueuse ” en lieu et place de la chaudière. Le poids et l’emplacement de ce lest ont été étudiés pour compenser le déséquilibre occasionné.
sur le côté droit le chantier Mie-Vie 68000
Le renforcement des châssis des CC 72000 devint une nécessité à partir de 1978 à la suite de l’apparition de fissures sur leur ossature. Celles ci étaient engendrées par la déformation des caisses lors de leur inscription dans les courbes. Des expertises poussées et des modifications notamment par l’ajout de goussets vont y remédier.
Parmi les essais d’améliorations techniques apportés sur les 67400 nous citerons entre autres celle qui consista à équiper deux d’entre elles, la 67419 et la 67537, d’un système de freinage rhéostatique, d’amortisseurs transversaux et de rapports d’engrenages adaptés lui permettant d’atteindre sans problème les 160 Km/h.. Malgré cette aptitude, reconnue le 7 juin 1984 au terme d’essais officiels et qui retenaient l’hypothèse d’une extension en cas de besoin exprimé par le Transport, ces machines seront remises au type en 1994. Peintes à l’origine en peinture glycérophtalique les 67401 à 67538 seront à partir de 1983 peintes en peinture polyuréthanne comme leurs consœurs numérotées de 67539 à 632. Cette peinture apportant une meilleure tenue en service.
Au début des années 90, quelques locomotives de la série BB 67300/400 partiellement détruites à la suite d’incendies d’origines diverses ont dû être reconstruites. Cette reconstruction a posé le problème du réapprovisionnement d’une partie de l’appareillage électrique. De conception ancienne, cet équipement s’avérait très coûteux à reconstituer. Le bilan économique a donc conduit à la décision de rééquiper ces engins avec des automates programmables. GEC ALSTHOM ayant déjà testé cette solution en 1983 sur la BB 67303, c’est un automate ALSTHOM AME-10 qui a été retenu et l’application de la 67303 adaptée pour les locomotives BB 67326, 67348, 67459, 67528, 67559, 67579, 67606, 67620.
BB67348
L’amélioration de la sécurité liée à la conduite des locomotives a constamment fait l’objet de mise en place de nouveaux systèmes à bord des engins. (Veille automatique, répétition des signaux dans les cabines de conduites, clignotement de lampes témoins en cas d’alerte, mémorisation de la vigilance..). Sur certaines locomotives réparées à Quatre Mares ces systèmes ont été prévus de construction. Les autres s’en sont trouvées dotées lors de leurs passages en révision. Une grave série d’accidents, entre 1985 et 1988, a déclenché cependant la mise en place à un rythme soutenu de nouveaux automatismes destinés à rattraper certaines erreurs.
Après le tragique accident de Flaujac, où deux locomotives venant en sens inverse sur une voie unique se percutèrent le 3 août 1985, il est décidé de mettre en place un équipement de liaison radio permettant des communications en temps réel entre les conducteurs, entre le régulateur et les conducteurs et enfin entre ces derniers et les gares. Ce système permet l’envoi d’un signal d’alarme permettant de situer tout incident et d’identifier le lieu d’où il a été émis. Il permet aussi l’envoi d’un signal d’alerte imposant l’arrêt aux engins circulant dans la même zone. Ce dispositif est appelé R.S.T. initiales de Radio Sol Train. Les études de mise en place et les premières applications sont réalisées rapidement à Quatre Mares. Afin d’équiper le plus vite possible toutes les séries d’engins, un programme de modification en chaîne est mis sur pied en 1989. Pendant quelques mois se côtoyaient sur les voies de sortie du bâtiment principal de Q.M. les locomotives en révision et celles en chaîne occasionnant une gestion difficile des emplacements sur les voies de sortie du hall C.
Presque un mois plus tard à Argenton sur Creuse, le 31 août 1985, un déraillement a pour cause un dépassement de la vitesse autorisé. Cette catastrophe allait mettre en avant la nécessité de contrecarrer toutes défaillances du mécanicien dans le respect de la vitesse imposée. A cette fin il est décidé d’installer sur les machines un système permettant de contrôler en permanence la vitesse du train (KVB). Ce système calcule par comparaison entre les données introduites, d’une part par le mécanicien (composition, longueur, type du train) et les variables délivrées par l’appareillage interne de la locomotive en fonction entre autres de la vitesse, de la cabine en service etc.., et d’autre part par celles transmises de la voie, enregistrées sur des balises fixes, puis transmises par induction à l’antenne placée sous la locomotive, ces dernières tenant compte de la vitesse autorisée, de la distance d’arrêt etc..
Cette comparaison établie une courbe de vitesse qui en cas de divergence avec la vitesse réelle du train déclenche le freinage d’urgence et la coupure de la traction. Les prototypes des BB 67400 et CC 72000 sont validés fin 1990 et celui des A1AA1A 68000 au début 1991 (la série ne sera malgré tout pas équipée par la suite). Cette année là on voit sortir de révision et de chaîne spécialisée les premiers engins équipés.
Le 6 août 1988 c’est en gare de l’Est qu’un heurtoir est enfoncé à la suite de la non-coupure de l’effort de traction lors du freinage du train. A la suite de quoi il est mis en place sur toutes les séries sauf les BB 63000 deux dispositifs particuliers, l’Asservissement Traction Freinage (ATF) et l’Asservissement d’Urgence (A.U).
Le premier, le dispositif ATF, est réalisé dès le 3ème trimestre 1988. Sa mise en action permet lors d’un freinage normal de service, dans le cas où la coupure de l’effort de traction ne serait pas réalisée, d’effectuer automatiquement les mêmes actions que la mise à 0 du manipulateur c’est à dire mise au ralenti du moteur diesel puis coupure de la traction.
L’A.U est mis en application depuis le début de l’année 1991 sur les 72000 puis sur les 67400 et les 68000. Ce dispositif a pour effet de couper immédiatement l’effort de traction si les équipements de traction ne sont pas revenus à zéro dans le cas d’un freinage d’urgence commandé par l’appui sur un bouton placé dans chaque cabine de conduite appelé “ Bouton Poussoir d’Urgence ”. L’AU, comme l’ATF, ne comporte aucun commutateur d’isolement.
Par la suite, il a été décidé d’équiper les engins thermiques circulant sur voie unique du DAAT (Dispositif d’Arrêt Automatique des Trains). Cette application venant en complément des autres aura pour effet de provoquer la coupure de la traction et le freinage d’urgence du train au passage d’un croc signal fermé. Les RST, KVB, ATF, AU, et DAAT sont désormais appliqués sur une grande partie du parc dont Q.M. est directeur.
La radiation des AIA-AIA 62000 de conception américaine et C 61000 ainsi que l’augmentation de la charge par essieux des wagons à manœuvrer dans les triages amène la S.N.C.F à créer en 1990 deux nouvelles séries de BB 63000. Ce sera la naissance des BB 64700 et TBB 64800. Les premières sont obtenues à la suite de la transformation de BB 63500 aux ateliers de Nevers. Les secondes, sont issues de la transformation radicale de BB 63000, à Quatre Mares dans un premier temps puis dans l’industrie privée. Les “ Trucks ”, puisque c’est ainsi qu’ils sont appelés couramment, sont en fait des châssis raccourcis de locomotives BB 63000 dont on a déposé la cabine de conduite et le groupe électrogène. Accouplé à la BB 64700 qui lui fourni l’énergie électrique elle apporte sa contribution à l’effort de traction, notamment au démarrage des trains lourds.

BB 64700 et 64800 (Truck)
Depuis 1995 certaines 67000 transformées en 67200 reçoivent à Q.M. un équipement leur permettant de circuler sur les lignes des TGV. En effet, sur ces lignes la signalisation traditionnelle, inadaptée aux grandes vitesses, a été remplacée par un système de transmission spécifique. Toute la signalisation est retransmise directement dans les cabines de conduite par des capteurs disposés sous les locomotives. Ce dispositif est appelé TVM abrégé de Transmission Voies Machines.
67200 équipée de l'attelage automatique
L’évolution des cycles d’entretien
Aujourd’hui les documents ont bien évolué. Les agents sont des professionnels. Il n'est pas nécessaire qu'on leur dise dans quel sens il faut tourner la vis pour serrer. La qualité des documents devant précéder la rigueur des techniques de réparation, ces techniques se sont compliquées en s’adaptant à la dégradation réelle des organes. D’autre part, les notions de sécurité des circulations, de potentiels des organes sont prises en compte lors de la rédaction des documents.
Le document a pris, de plus, une valeur légale. Il représente devant la loi la spécification du travail à effectuer (ce que l'on doit faire au minimum). En cas d’accident grave, un juge d'instruction peut utiliser le document comme référentiel. Il est donc nécessaire de faire des documents de la qualité requise.
L’évolution des règles d’entretien sera progressive et permanente. Si au départ les agents du GE de Q.M., comme de bons techniciens, ne se souciaient pas trop des coûts, ils recherchèrent rapidement la consistance optimale des travaux, par soucis d’économies à réaliser.
Aujourd'hui, ils se comportent en gestionnaires et font du mieux qu’ils peuvent avec le minimum de moyen. Faire coller l'entretien à la dégradation réelle, est l'évolution principale. Cet objectif est devenu le challenge d’aujourd’hui. Ainsi depuis la prise en charge des locomotives CC 72000, au début des années 1970, son cycle d’entretien, c’est à dire le kilométrage effectué entre deux RG à doublé. De 800.000 Km à l’origine, il a été amené par paliers successifs à 1.600.000 Km(+ 0 , + 15 %).
DATES PÉRIODICITÉ
……………………………………………………………………………..
ORIGINE: RG 400 000 Km RL 400 000 Km RG
19-04-73 : RG 550 000 Km RL 550 000 Km RG
04-08-75 : RG 600 000 Km RL 600 000 Km RG
12-12-77 : RG 800 000 Km RL 800 000 Km RG
Ce résultat est le fruit d’une politique d’investigations, qui dirige l’entretien des locomotives, non pas vers des révisions systématiques et importantes, mais vers des opérations visant un ou plusieurs organes. Les investigations sont des études portant sur la recherche de la limite raisonnable, en matière de sécurité et de fiabilité, pour le maintient des locomotives en service en toute sécurité. Elles tiennent compte des progrès liés à la technologie et visent au fil du temps à augmenter les parcours des machines. C'est aujourd’hui, alors que les engins ont près de 30 ans d’âge, qu'on leur demande de faire plus de parcours. A contrario une série neuve à l’époque aurait dû faire 1.000.000 Km et les parcours auraient dû diminuer ensuite. Ce choix de politique il est vrai fut le même pour l'ensemble des engins à la S.N.C.F.
De récentes études menées par les Organismes d’Études ont permis de faire évoluer les cycles de visites des locomotives (anciennement gérés au temps calendaire) vers une programmation en fonction du parcours effectué. Cela fonctionne depuis janvier 1994. Pour une série comme les BB 67400, l’économie de coût d’entretien induite est supérieure à 60 MF sur le restant de la vie de la série jusqu'à son amortissement théorique en 2005. Avec le même soucis d’économie la création d’une opération appelée “ ATP ” en remplacement de la RL aura pour but de réduire les interventions sur les caisses pour pouvoir bénéficier de son potentiel maximum. Ce changement amènera les agents de Q.M. à revoir leur façon de travailler. En RG et en RL la majorité des travaux tombaient sous la loi du remplacement systématique. Ainsi, au cours des années la consistance des RL s’était peu à peu confondue avec celle des RG dominée par les opérations systématiques. Or l’ATP sera, pour la caisse des locomotives, une opération de maintenance au critère. Il a donc fallu s’organiser pour appliquer un minimum de travaux en ATP. Par opposition, il devint nécessaire d’appliquer le maximum requis à l’occasion de la RG pour garantir un cycle sans problème. Les travaux de l‘ATP consistant essentiellement à échanger des organes arrivés à l’échéance de leur potentiel, il en découle une économie du coût de réparation des caisses. L’entretien aux critères nécessitant des documents à jour, le premier travail du Groupe d’Études consista à remanier en priorité les Inventaires de Travaux de Révision (ITR) puis à réaliser les Inventaires de Travaux d’ATP pour bien matérialiser la différence de consistance. Au départ de l’étude, les A.T.P devaient être réalisés en dépôts. Pour des raisons de charge de travail L’EIMM de QM a conservé la réalisation de ces opérations
Depuis 1992 s’est mise en place à QM une nouvelle organisation sous l’appellation de SERM (Service d’Études des Règles de Maintenance). Ce service regroupe les Organisme et Groupe d’Études. Trois raisons en sont à l’origine. La première est qualitative. Lorsqu’un G.E modifiait une règle de révision et que le suivi devait être complété par des opérations de maintenance en dépôts, il fallait demander à l'organisme qu'il modifie l’ITV (Inventaire des Travaux de Visite) et les documents de visite dont il avait la charge. Ces transactions entraînaient de nombreux courriers, des délais de réalisation longs et parfois des oublis. La cohérence des règles de réparation et de visite s’en trouvait affecté. Les procédures étaient lourdes pour un résultat plutôt médiocre. La seconde raison était liée à la montée en charge des TGV Atlantique et Nord. Dès 1991, il fallut intégrer dans les organismes existants la montée en puissance de l’activité T.G.V. Il fut donc nécessaire de les soulager de certaines charges. La troisième raison est organisationnelle. L'activité diesel étant en baisse, elle était répartie sur 3 ou 4 organismes. D'où l'idée, pour l’activité diesel, de regrouper les Organismes et Groupes d’Études au sein des ateliers directeurs thermiques. Un groupe de travail fut chargé d’étudier la faisabilité de l’opération. QM assure depuis les charges d’organisme d’études pour les séries BB 67000 à BB 67400 , les A1A A1A 68000/500 et les CC 72000.
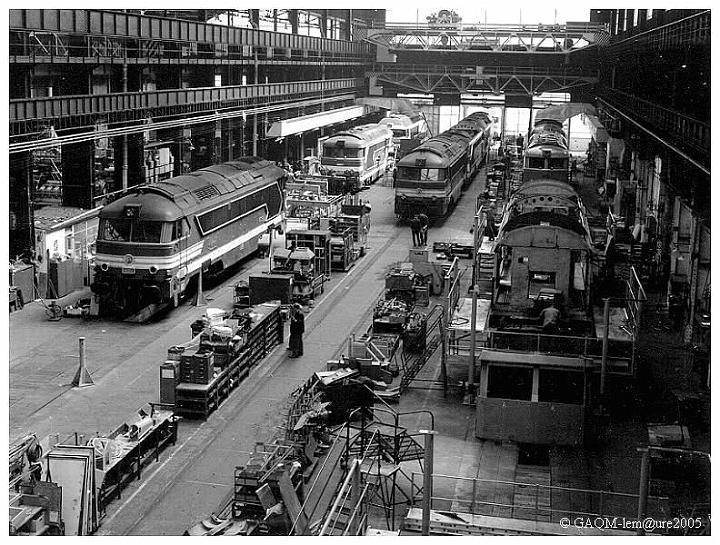
L’évolution des ateliers et des moyens de production
L’évolution de la politique d’entretien ainsi que les modifications apportées sur les locomotives vont obliger l’établissement à moderniser ses moyens de production. Les années 1980 apporteront le renouveau nécessaire. La multitude de confections en séries à réaliser sur tours, rectifieuses, perceuses à colonnes a effectivement nécessité, depuis le début des années 80, d’importants investissements. Des tours programmables et des centres d’usinage, machines polyvalentes aux grandes possibilités de programmation, ont été installés continuant à donner à Q.M. la possibilité de rester un établissement de pointe dans le domaine de l’usinage.
L’année 1985 allait voir l’échange des ponts roulants de 60 tonnes du hall C fatigués par près de 70 années de service qui par leur vétusté présentaient de gros problèmes d’entretien. Le poids des machines à lever, bien inférieur à celui des locomotives à vapeur, et les taxes qu’une telle puissance représente au niveau fiscal amènera la révision à la baisse des capacités de levage de ces ponts. Aujourd’hui, avec 45 tonnes, la satisfaction des besoins est assurée. A partir de cette date plusieurs ponts d’origine, de part et d’autre de l’établissement, seront déposés et échangés.
C’est cette même année que commenceront les travaux de construction de la cabine de peinturage qui dès 1986 va donner à Q.M. la possibilité d’utiliser les procédés modernes en matière de peinture et parfaire de la sorte la qualité des livrées d’engins. Ce bâtiment moderne a été construit dans la cour Sud de l’établissement. Il reçoit dans ses murs les machines par période de trois à quatre jours suivant un programme rigoureux basé sur son utilisation optimale.
Construction du bâtiment peinture
En 1988, et pour prendre en considération les grands mouvements de luttes antipollution, l’établissement se dote d’une station d’épuration. Les produits de nettoyage, les huiles et les hydrocarbures suivent dès lors un cheminement obligatoire les amenant vers des bacs de décantation puis vers un dispositif particulier d’où ils ressortent compactés et acheminés vers des sites de retraitement autorisés. Au cour des deux années qui suivent divers agrandissements ont lieu dans le but d’augmenter et d’améliorer le volume et la qualité des traitements imposés.
L’année 1988 est aussi celle de l’arrivée à Quatre Mares de l’outil informatique au service de la production. L’utilisation de ce principe moderne qui est l’utilisation de la mémoire informatique, souvent décriée, se généralisera peu à peu. Les problèmes posés dans un premier temps par l’enregistrement et le stockage des informations seront rapidement maîtrisés. Les applications qui en découleront seront utiles à maints endroits des bureaux jusqu’aux ateliers.
Les problèmes posés par le stockage des pièces dans les divers halls de Q.M. amène en 1989 à utiliser le bâtiment resté vacant de l’ex centre d’apprentissage et à mettre en place des plates-formes de stockage. Ces dernières prennent places à des endroits jugés opportuns en fonction de charges à supporter. Ainsi, dans le hall A, la structure à mettre en place a été étudiée pour recevoir les châssis de bogies une autre plate-forme dans le hall B supporte la charge de bâtis de moteurs etc.. Cette mise en œuvre a permis de réduire considérablement l’encombrement des halls.
Les interventions par usinage sur les bâtis des moteurs diesel et les châssis des bogies nécessitent, de part leurs grandes dimensions, des tables de travail en proportion. Ces opérations de grandes précisions étaient réalisées sur des machines outils “ Cornacs ” d’un âge avancé jusqu’en 1993. La recherche d’une machine moderne répondant aux caractéristiques nécessaires débouche cette année là sur l’achat puis l’installation d’une fraiseuse à portique “ LINE ” dont seuls quatre exemplaires existent au monde.
La fraiseuse à portique "Liné"
Bien que prévu au moment de la conversion au diesel, c’est en 1994 et pour subvenir aux nouveaux besoins dus à l’extension du programme des révisions des moteurs Pielstick qu’un deuxième banc d’essais moteur voit le jour.
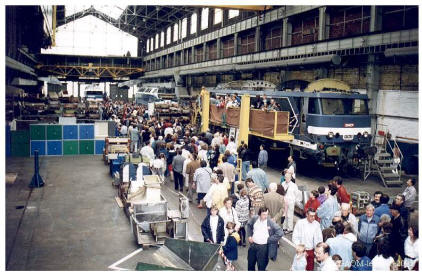
Cette année là et pour la première fois les Ateliers de Quatre Mares ouvrent leurs portes aux visiteurs. Les agents de Q.M. fiers de leur technicité et de leur professionnalisme mettront tout en œuvre ce jour là pour satisfaire les quelques 8.000 personnes qui découvrent pour la première fois l’amplitude du rayon d’action couvrant les nécessités des révisions de locomotives à l’heure d’aujourd’hui. Un livre d’or, ouvert pour la circonstance, permet alors aux visiteurs d’exprimer leur étonnement. En effet un bon nombre d’entre eux qui fréquemment longeaient les ateliers par la rue de Paris n’imaginaient pas alors la grandeur des divers bâtiments. D’autres le sont encore lorsque les ponts roulants amènent d’un bout à l’autre du hall C une locomotive CC 72000 dont le poids avoisine celui d’environ une centaine d’automobiles. Cette journée est aussi l’occasion d’exposer, avant sa remise au musée de Mulhouse, la CC 65001 dont la restauration a été assurée par quelques agents volontaires de Q.M..
Visiteurs dans le hall "C" en 1994
©GAQM2018