![]()
THÈME IX
L'ACTIVITÉ DIESEL-ELECTRIQUE
(de 1972 à 1995 suite)
La révision des locomotives diesel électriques
La réparation des organes des locomotives diesels-électriques
Le DIPLODOCUS en révision à Quatre Mares
La révision des locomotives diesel électriques
Nous allons suivre ensemble le déroulement des différentes étapes que franchit une locomotive diesel-électrique entre le moment où elle entre en révision et sa sortie des ateliers.
La programmation d’entrée d’une locomotive en révision est établie par le Service Production de Q.M.. Comme nous l’avons vu dans le chapitre précédent le déclenchement des passages en révision est fonction du kilométrage que l’engin a effectué. La révision d’une locomotive représente alors plus de 200 tâches (travaux de démontage, d’expertise, d’assemblage, de remise en état, de manutention, d’essais, de dépannage, de retouches) et elle concerne une dizaine de spécialités différentes (mécaniciens, freinistes, thermiciens, électriciens, chaudronniers, peintres, tuyauteurs, soudeur, manutentionnaires etc..). Le tout représente environ 2300 heures de travail - auxquels viennent s’ajouter le temps nécessaire à la remise en état des pièces - réparties sur une trentaine de jours de travail. En moyenne 10 agents interviennent chaque jour sur chaque machine en révision.
Au jour “ J ”, c’est à dire à l’instant où la locomotive franchit la lourde porte métallique du “ Montage ”, va commencer pour elle une cure de jouvence. Arrivée par ses propres moyens ou amenée par un locotracteur la machine prend place sur une voie de démontage. La première intervention qui est réalisée, appelée le “ Dépotage ”, consiste à vidanger la locomotive de son eau, de son carburant et son huile. Exsangue, si l’on peut dire, il peut alors être procédé au démontage de ses composants. La durée des opérations s’étalera sur deux jours. L’ordre des opérations de démontage obéit à un programme élaboré dans le but d’éviter aux différents corps de métier de se trouver dans un même endroit au même moment. Ainsi l’opération suivante consiste à ôter de la locomotive sa toiture. Une fois déposés, les éléments qui la composent et qui sont appelés couramment “ Pavillons ” sont disposés sur des pieds spécifiques dans un chantier proche de la voie de démontage. Ceci fait une équipe se charge de les déséquiper afin de les envoyer rapidement dans l’aire de lavage adjacente à la voie de démontage appelée “ Zone 13 ”. A l’intérieur de la locomotive découverte cela va déjà beaucoup mieux. Les mécaniciens, les électriciens et les freinistes, spécialisés à cette série de machines, s’affairent alors en tous les points de la machine et déposent les pièces soumises à révision ou devant être échangées.
L’état général de salissure de la locomotive est tel que les paires de bleus des agents à la fin du démontage seront bonnes pour le nettoyage. Chaque semaine une centaine de paires de bleus seront ainsi envoyées dans une entreprise privée de nettoyage. Au fur et à mesure de leur démontage, les pièces de la machine seront placées dans des nacelles spéciales. Numérotées à l’aide d’étiquettes métalliques, pour ne pas être mélangées à celles d’autres engins, elles suivront un cycle de nettoyage comprenant pour la plupart des bains spécifiques en fonction de leur nature (acier ou aluminium). Les tuyauteries en acier recevront de plus un traitement anticorrosion.
Les sous-ensembles, tels que le groupe électrogène appelé couramment “ le MD ”, le groupe réfrigérant qui lui s’entend appelé “ le Frigo ” et l’armoire d’appareillage électrique que l’on nomme, le plus simplement du monde, “ l’Armoire Électrique ”, sont extraits de la caisse à l’aide des ponts roulants de 60 tonnes. Préalablement nettoyés, ces sous-ensembles sont ensuite dirigés vers les chantiers spécialisés des ateliers divisionnaires pour y subir les révisions et réparations prévues.
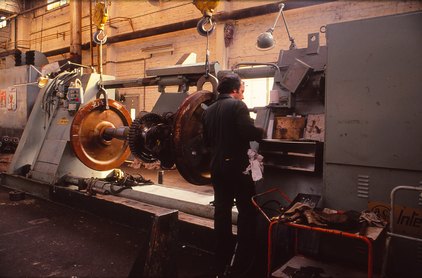
levée de caisse pour la 68519 après démontage
Vidée de la majeure partie de ses constituants la locomotive est alors soulevée et placée à l’aide des ponts, jumelés pour l’occasion, dans l’aire de lavage dont on à retiré les pavillons. Nettoyée de fond en comble et ses réservoirs à combustibles dégazés, elle prend place ensuite dans le hall C sur un des postes de révision vacants. Les bogies restés au sol sont expédiés directement dans le hall A où ils subiront parallèlement aux caisses un cheminement analogue. Les interventions des équipes commencent alors méthodiquement. Il est procédé à la remise en état de l’ossature de caisse, de ses parois extérieures puis intérieures. Ces travaux, qui font suite à des expertises minutieuses, amènent bien souvent à des opérations de chaudronnerie diverses. Progressivement la caisse rénovée se voit alors rééquipée. Les sous-ensembles reviennent alors des divers ateliers et reprennent successivement leur place dans la caisse. Les câblages électriques, les portes intérieures et extérieures, les ameublements des cabines de conduite ainsi que les revêtements de sol, les équipements de frein, les réservoirs d’air, les soutes à gasoil etc.. sont, soit remis en état, soit remplacés.
mise sur bogies de la A1A A1A 68071
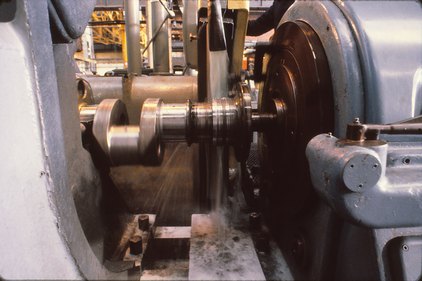
La locomotive est reposée ensuite sur ses bogies, préalablement mis en place sur une voie de sortie, à l’extrémité du hall C côté Paris. Après avoir effectué sur fosse les opérations de liaisons bogies-caisse on procède aux multiples essais des appareillages électriques et de frein avant d’entrer en phase de rodage puis de tarage de la locomotive. Pour certains moteurs, le rodage est effectué avant la mise en caisse de ce dernier. Un essai en ligne servira de dernier contrôle et permettra, à la suite de retouches éventuelles, de renvoyer la locomotive vers son Dépôt titulaire avec un maximum de garanties.
La durée d’immobilisation des locomotives dans l’enceinte des ateliers de Q.M. fait l’objet d’une étude poussée. Chaque intervention comme nous venons de le voir suit un ordre chronologique planifié. Les interventions des équipes sur les divers sous ensembles et sur les caisses suivent un programme commun qui fait l’objet d’un rapport journalier afin de permettre le retour et le remontage de tous les sous-ensembles en temps voulu dans les caisses.
Le schéma ci-dessus est appliqué à toutes les séries pour chaque type de révision. Cependant les cas particuliers représentés par les interventions effectués sur les locomotives accidentées (collisions ou incendies) ou entrant à Q.M. pour un échange d’organe avarié verront ce schéma varier en fonction des expertises réalisées et des possibilités de prise en mains. En moyenne une centaine de locomotives, toutes séries confondues, entrent et sortent ainsi par an des Ateliers de Quatre Mares.
La réparation des organes des locomotives diesels-électriques
La révision des locomotives à Q.M. ne représente toutefois que 30% de la production de l’établissement. La réparation des organes représente la part la plus importante avec 70% du chiffre d'affaires. Aux pièces déposées des machines en révision à Q.M s’ajoutent en effet celles en provenance des divers dépôts et des magasins d’approvisionnements de la S.N.C.F.. Acheminées par le rail ou par la route elles viennent subir les révisions et réparations nécessaires dans les différents ateliers spécialisés de Quatre Mares. Cette réalité induit pour les ateliers A1,A2, A4, A6 et A7 la prise en charge de travaux liés plus à la notion de constitution d’un volant de pièces de rechanges (stock minimum) qu’à la notion de sortie d’engin.
Voici, dans les grandes lignes, comment sont réparties les activités dans les ateliers spécialisés de Quatre Mares.
L’atelier A1 est spécialisé dans les travaux de chaudronnerie, de soudure, de peinture et de révision des groupes réfrigérants. La chaudronnerie à la charge de la réparation des tôleries et des ossatures des caisses abîmées par le nombre des années, les collisions ou encore les incendies. Les Chaudronniers redressent les caisses ou change parfois des parties considérables de leurs structures que ce soit dans le hall C pour les petites interventions ou dans le hall H quand l’ampleur des travaux devient trop importante.
travaux de chaudronnerie sur une BB67400
Dans le hall H ils réalisent des confections en série de pièces de chaudronnerie (tôles ou profilés) nécessitant l’utilisation de machines à découper, à cintrer ou encore à souder. En somme tout ce qui se tord, se plie, se roule, se cintre, s’allonge ou se rétreint est leur domaine. La soudure est un prolongement naturel de la fonction chaudronnerie. Comme du temps de la vapeur cette spécialité représente une charge très importante dans les opérations sur les locomotives mais aussi dans les confections de pièces neuves. A la maîtrise des diverses techniques de soudages toujours à la pointe du progrès il faut ajouter celle particulière du rechargement des pièces arrivées à leur limite d’usure. La peinture des locomotives et des organes est aussi placée sous l’autorité de l’atelier A1. Les opérations de peinture sont réalisées soit dans le hall H, équipé d’une hotte et d’une chaîne de peinture spéciale, soit dans les ateliers pour certains organes comme les moteurs par exemple pour lesquels une cabine a été construite dans le hall A et l’intérieur des locomotives sur les postes de révision du hall C. L’extérieur des caisses de locomotive sera peint pendant 20 ans sur les voies de sorties du hall C avant qu’une cabine de peinture soit construite à l’extérieur du bâtiment principal en 1985.
Cette dernière permet l’usage des techniques modernes notamment l’utilisation des peintures polyuréthannes ou encore des peintures à l’eau vernies. La révision des groupes réfrigérants de locomotive en révision à Q.M fait aussi partie des travaux de A1. Ce sous-ensemble est capital pour la durée de vie des moteurs diesel car il assure leur refroidissement. Le chantier sera déplacé plusieurs fois pour des raisons diverses et élira tantôt domicile dans le hall A tantôt dans le hall C ou le hall H..
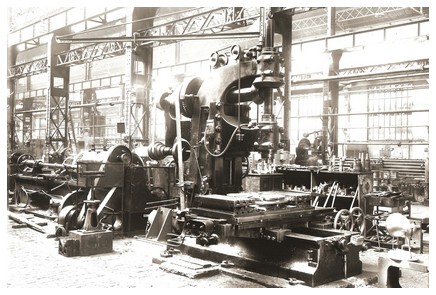
L’usinage est le domaine de l’atelier A2 qui, dans les demi-halls D et E côté Paris, rassemble la majeure partie du patrimoine machines-outils de Quatre Mares. La totalité des confections à réaliser sur tours, rectifieuses, perceuses à colonnes etc.. lui incombe.
De l’usinage en série de pièces aux dimensions réduites à l’usinage des châssis de bogie et des bâtis de moteur, la majeur partie de ce qui est nécessaire à la révision et à l’entretien des locomotives est réalisé par ses agents.
Dans l’atelier A3 les équipes de mécaniciens s’étalent sur toute la surface du hall C. Spécialisées à l’origine par séries d’engins, ces équipes se spécialiseront au début de l’année 1977 dans les tâches de mêmes types. Cette réorganisation, appelé à Q.M. le “ découpage horizontal ”, était imposée par l’augmentation considérable des révisions prévues annuellement pour la série BB 67400 ce qui aurait obligé l’établissement à dupliquer l’équipe. Les agents et les équipes furent donc spécialisés par domaines d'activité. ( Une équipe pour les pavillons de toutes les séries, une équipe pour les cabines de conduite etc. ..).
l'atelier A3
En 1978, l’établissement fort d’une expérience fructueuse à l’atelier des moteurs diesels généralisera l'organisation scientifique du travail pour le montage des locomotives. Des graphiques PERT exposés dans l'atelier permettaient de programmer les travaux prévus avec une précision sans équivoque; sur le papier tout du moins !... Mais si le temps de travail d’un intervenant dépassait l’horaire prévu, toute l'organisation en aval s’écroulait. Cette expérience ne durera en fait pas très longtemps. Bien que logique, on se rend vite compte sur le terrain qu’il est très difficile de programmer des travaux de révisions comme lors de la construction de matériel neuf. Des événements imprévus comme la découverte d'une vis cassée peuvent fréquemment bousculer les prévisions et ainsi nécessiter une demie journée de travail là où une demi-heure aurait suffi. Les organisations successives, en fonction des charges annuelles imposées, virent même parfois la nécessité de créer dans l’atelier A3 une équipe spécialisée aux réparations accidentelles chargée de remplacer un ou des organes endommagés (échange du moteur diesel, du groupe réfrigérant, des bogies etc.. ayant subis des avaries). Lorsque ce ne fut pas le cas, cette charge a été supporté par les équipes caisses par série d’engins.
C’est sous la responsabilité de l’atelier A4 que sont placé la révision des bogies et la réparation des essieux de locomotives. La révision des bogies est réalisée dans le hall A.
mise en place d'un moteur de traction sur un bogie de CC 72000
Tout comme les caisses des locomotives les bogies sont déshabillés complètement et leurs structures sont soumises à une expertise très poussée avant d’être rééquipés de leurs moteurs et essieux. Après des essais de fonctionnement ils sont acheminés vers le hall C et reprennent place sous leur caisse.
L’activité Essieux occupe l’atelier dit “ des Roues ”. La charge essieux comprend en plus de celle des locomotives diesel en révision à Q.M., celle nettement supérieure d’essieux d’automotrices ainsi que de voitures et de wagons.
examen magnétoscopique d'un essieu
On trouve dans l’atelier des Roues des machines-outils aux dimensions adaptées. Aux nombreux tours il faut ajouter les machines à caler et à décaler les roues des essieux.
calage des roues sur un essieu
L’atelier A5 était, depuis 1970, le nom donné aux anciens ateliers de Buddicom. A la fermeture de ces bâtiments au cours des années 80 cette appellation est attribuée aux équipes d’entretien des installations et outillages. Bien que cet atelier ne soit pas lié directement à la production sa charge y contribue en quelque sorte. En fait toutes les machines-outils de l’établissement sont révisées par ses agents. Ajoutez à cela que l’entretien des engins de levage et de manutention, et de toutes les installations électriques de confort ainsi que le chauffage des divers bâtiments et ateliers de Q.M. est leur domaine.
L’atelier A6 est spécialisé dans l’équipement électrique des engins. Ses chantiers sont installés dans les demi-halls D, E et F côté Rouen. Dans le demi-hall D nous trouvons les équipes chargées de la révision des groupes tournants électriques tels que les générateurs toutes séries et les moteurs de traction. Des équipes spécialisées interviennent alors jusque dans la carcasse même des stators (les rotors sont révisés dans les ateliers d’Oullins). Des installations de nettoyage et d'étuvage particulières à ces techniques y sont installées.
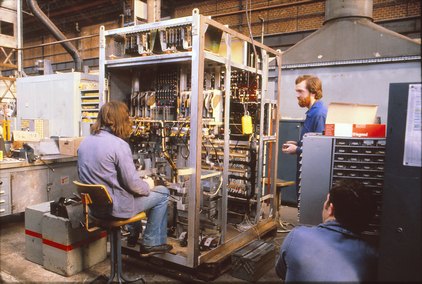
pupitre de conduite
Dans le demi-hall E côté Rouen sont révisés, voire modifiés, les pupitres de conduite de toutes les séries de locomotives réparées à Q.M. ainsi que quelques éléments indispensables au fonctionnement électrique des locomotives entre autres les contacteurs de ligne et les retours de courant. Une partie de ce demi-hall est occupée par des équipes chargées de la révision des équipements électriques et des armoires d’appareillages électriques des locomotives en révision à Q.M..
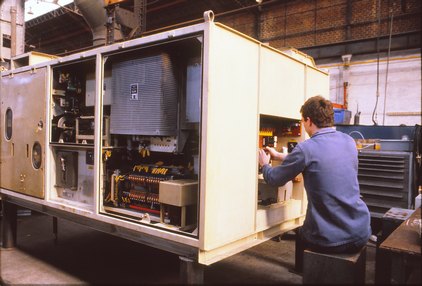
armoire électrique de CC72000
armoire électrique de BB 67000
Bien que depuis la conversion ces équipes étaient placées au même titre que toutes les spécialités électriques sous la direction de l’atelier A6 elles seront placées au début de l’année 1992 sous celle de l’atelier A3. Elles seront regroupées avec les équipes mécaniques par série de machines en deux sections distinctes regroupant d’une part les séries CC 72000 et A1A-A1A 68000/500 et d’autre part les BB 67000/200/300/400 et les BB 63000 dans le but de faciliter l’organisation et le suivi des révisions. Dans le demi-hall F, côté Rouen, sont réalisées les révisions des Auxiliaires (nom donné à Q.M. aux ventilateurs des moteurs de traction), des appareils “ Start Pilot ” servant au démarrage à froid des moteurs diesel, des renvois d’angle des groupes réfrigérants etc.. C’est aussi dans cette équipe que sont préparés, en fonction des séries d’engins, les compresseurs d’air qui sont révisés aux ateliers de Nevers. Un chantier de bourrellerie est chargé de la réparation ou de la confection de tous les soufflets de liaisons, joints et autres pièces fabriquées en cuir, en papier spécial ou encore en toile ainsi que des filtres en crin et des tuyaux flexibles de raccordement.
Une équipe spécialisée aux confections de pièces en complexe de polyester occupe l’ancien bâtiment des traitements thermique situé à l’extérieur du bâtiment principal dans la cour Nord. Parmi ses activités nous pouvons citer la réparation et la confection de toutes les parties en complexe de polyester montées dans et sur les locomotives. De plus, il entre dans les fonctions de cette équipe le rôle de formateur national pour la spécialité. Sous les ordres du même chef d’équipe se trouvent les menuisiers dont certains sont modeleurs.
L’atelier A7 à la charge de l’activité thermique. Les moteurs diesel sont démontés complètement dans le demi-hall A, côté Rouen. Les bâtis des moteurs sont expertisés dans un chantier spécialisé situé à l’extrémité du hall D côté Paris par la technique du ressuage (utilisation d’un produit pénétrant et ensuite d’un révélateur qui a pour but de cerner les fissures).
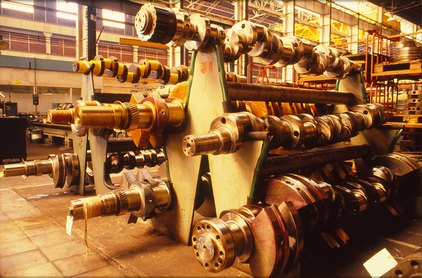
stockage des vilebrequins
rectification d'un vilebrequin
Les vilebrequins sont rectifiés dans un chantier situé à l’extrémité côté Paris du hall F.
Le hall B est essentiellement réservé au remontage des moteurs thermiques et à la révision de leurs constituants (culasses, pompes à huile, à gasoil, à eau, turbos, pompes à injection, attelages pistons-bielles etc.).
révision d'une culasse
mise en place des segments sur des attelages bielles-pistons
Une fois remontés les moteurs sortent du hall B sur des remorques routières et sont dirigés soit vers le banc d'essai situé à l'extérieur du bâtiment extrémité Paris à proximité de la station de tarage soit dans le hall où ils reprendront place dans les locomotives les moteurs étant alors rodés en caisse.
passage au banc d'essai d'un moteur Pielstick 16 PA 4
Parmi les changements notables apportés par l’arrivée du diesel à Quatre Mares, un d’entre eux est l’arrivée de pièces de dimensions réduites en grande quantité. La standardisation des locomotives a permis d’en symboliser la majeure partie des constituants. La multitude de pièces différentes, en quantités suffisantes pour le programme annuel de révision des locomotives, rend rapidement inadéquat le magasin d’approvisionnement. Ce qui impose la construction en 1974 d’un nouveau magasin.
La gestion du magasin est décomposée en 2 catégories distinctes. La première comprend la gestion des pièces non réparables ou encore à coûts réduits appelées “ Pièces Consommables ” qui sont achetées dans le secteur privé. La seconde s’occupe de la gérance des pièces réparées dans l’établissement ou dans les autres ateliers du matériel et pour lesquelles une désignation particulière à été défini en fonction de leur coût plus ou moins élevés de réparation. (PRM= Pièces Réparables Matériel, PRMD= Pièces Réparables Matériel avec Dotation).
Il y a environ 11 000 symboles de pièces consommables stockés à Q.M. Le magasin assure la gestion des ressources et des valeurs nationales pour 6700 d’entre eux. Le complément est géré par d’autres établissements de la fonction “ matériel ”. La valeur de ce stock représentait en 1993 une valeur de 100 millions de francs. Le montant des pièces vendues aux différents établissements clients sur une période d’un an se situe cette année là aux alentours de 180 millions de francs. Pour les pièces gérées à Q.M. le délai moyen écoulé entre la commande effectuée par le gestionnaire du symbole et la réception des pièces venant de l’industrie privée est de 7.5 mois. Ce chiffre permet de mesurer l’importance des prévisions de consommation. Environ 500 symboles de PRM et PRMD sont stockés dans l’établissement pour un chiffre d’affaires estimé en 1993 à 345 millions de francs. Sur ces 500 pièces 267 sont réparées et gérées à Q.M..
Au total il est compté 22000 entrées au stock par an, composées de commandes passées dans le secteur privé et auprès des autres établissements SNCF, et 9000 articles sorties du stock pour satisfaire les commandes effectuées par les différents clients. Le taux de satisfaction des clients avoisine les 96%. Les demandes non satisfaites rapidement résultent de pénuries dont le taux est d’environ 1%. A ces chiffres il faut ajouter environ 12000 réceptions d’achats directs pour les matières non symbolisées. Pour mettre à la disposition des utilisateurs, à pied d’œuvre, la majorité des pièces utilisées à la réparation des engins ou des PRM et PRMD, des libres-services ont été installés depuis le début de l’activité diesel. Quelques 6300 articles symbolisés sont ainsi répartis en divers endroits des ateliers. Certains, tel que la boulonnerie, le sont dans plusieurs endroits et porte à 7000 le nombre de boites constituant des stocks avancés. Un service du magasin à la charge de la gestion de ce stockage qui nécessite une visite permanente des boites. En effet, afin de ne pas gêner la production il est nécessaire de détecter celles ayant atteint un seuil minimum étudié en fonction des difficultés d’approvisionnement. Ce qui génère plus de 35000 détections et livraisons par an.
Le stockage est réalisé dans le magasin à 90% sur des palettiers et étagères, le reste est au sol. A titre d’exemple on pourrait évaluer les stocks en kilomètre. Si on les mettait bout à bout, les palettes de grosses pièces s’étaleraient sur 4 km. Les petites boîtes de pièces de dimensions plus réduites quant à elles chemineraient sur 2.5km si on les mettait côte à côte.
Les pièces sont acheminées pour leur entrée ou leur sortie par divers moyens de transport. Nos différents fournisseurs envoient à Q.M. environ 2500 wagons par an et le magasin en expédie 1650 à ses divers clients. Plus de 3000 camions transitent par an par le magasin pour y être chargés ou déchargés partiellement ou totalement. Environ 4000 colis sont expédiés par an par le SERNAM pour des masses comprise entre 2.5kg et 3 tonnes. Un service de plis interne achemine 2000 plis par an pour des colis inférieurs à 5kg. Les services, tels que la poste, les taxis-colis etc.., sont utilisés de façon marginale.
Hormis les PRM et PRMD dont la masse totale est difficilement quantifiable, les différents clients de Q.M. achètent 10 000 tonnes de pièces consommables.
L’ensemble de ces activités est assuré par une cinquantaine de personnes afin de satisfaire au mieux les clients de Q.M. Au sein de ce personnel deux d’entre eux assurent le contrôle qualitatif des pièces réceptionnées de l’industrie privée et établissent, par an, environ 100 procès verbaux d’anomalies qualitatives.
Le DIPLODOCUS en révision à Quatre Mares
Un fait particulier allait marquer la fin de l’année 1975 avec l’entrée pour la première fois à Q.M. de “ l’Engin Poseur de Travures de Voies Ferrée ” (E.P.T.V.F.) plus connu sous le nom de “ DIPLODOCUS ”. Cet engin avait été construit après la seconde guerre mondiale d’après les études menées par le Service d’Étude du Matériel du Génie. Il avait pour but la remise en état du réseau ferroviaire qui faisait apparaître la destruction de 2612 ponts rails soit 112 km de brèches et de rétablir rapidement les circulations sur les voies ferrées.
Les “ Ateliers de Construction SCHWARTZ-HAUMONT ” s’étaient vu confier la construction du prototype baptisé “ X58 ”. Le montage de l’engin, commencé en 1956 et terminé en 1958, fut entrepris dans les Ateliers “ MT ” de Vitry-sur-Seine. Le “ Diplodocus ” sera remis le 8 et 9 octobre 1958 au 5e Régiment du Génie de Versailles. Son coût de 420 MF de l’époque a vraisemblablement entraîné l’annulation des quatre exemplaires initialement prévus.
En configuration de travail, cet engin se présente comme une grue à deux flèches symétriques montées sur un châssis orientable. L’une des flèches porte la charge pouvant aller jusqu’à 40 mètres de long et d’un poids maximum de 51 tonnes. L’autre, le "contre poids", est constitué par un wagon spécial lesté de 23 tonnes. Les deux flèches peuvent être utilisées indifféremment. Les flèches s’orientent en tournant de 10 degrés à droite ou à gauche par rapport à l’axe de la voie ce qui correspond à un déplacement transversal de 5,90 m de l’extrémité des flèches. La longueur totale de l’ensemble dans cette configuration est de 70,60 m (entre crochet). Sa largeur est de 3,10m et sa hauteur de 10,15 m. Sans compter sa charge et son contrepoids l’ensemble pèse 218 tonnes. Sa vitesse de circulation en automoteur de 500 m/h à 8 km/h.
Par contre en configuration de route il forme une rame indivisible de 5 wagons auxquels s’ajoutent deux voitures de cantonnements et un wagon porte agrès. La longueur totale de la rame est de 150 m pour un poids de 420 tonnes. En position de route il s’inscrit au gabarit international marchandises SNCF. jusqu’au rayon de 250m minimum de courbe. Il est remorqué par une locomotive SNCF à la vitesse maximum de 80 km/h. La distance de montage en ligne droite est de 56 m minimum.
L’emploi de cet engin militaire est défini prioritairement pour des besoins de la défense. Cependant, en temps de paix il travaille quasi exclusivement au profit de la SNCF. Cet emploi est réglementé par une convention de 1960 fixant les conditions de mise à disposition du personnel et des matériels ainsi que par une consigne générale SNCF fixant les conditions et les modalités techniques d’emploi. Il est servi par un équipage composé d’un officier, chef d’engin, d’un sous officier, pilote, et de quatre servants militaires du rang ainsi que d’un cuisinier qui permet d’être entièrement autonome sur le terrain.
Aujourd’hui sa capacité de levage est de 51 tonnes alors que les grues routières ont des performances nettement supérieures (de 8 à 10 fois). L’obligation de déplacer la caténaire et son coût de déplacement élevé sont des limites à son emploie. Malgré ces contraintes, la rapidité de déplacement du “ Diplodocus ” sur tout le territoire, sa rapidité de mise en oeuvre (45 mn) sont des avantages certains. Contrairement aux grues routières, sa possibilité d’accéder à toutes les brèches lui permet de poser ou déposer plusieurs tabliers lourds à l’avancement, ou en double voie, un tablier sur la voie voisine en ne disposant que d’une courte interruption de la circulation. Dans les cas de voie unique, il peut amener lui même la charge sur le site.
L’arrivée du “ Diplodocus ” à Q.M. sera consécutive à l’accident qui eue lieu sur un viaduc à Champigny sur Marne le 5 août 1975. Ce jour là, au cour d’une manœuvre angulaire, l’engin se couche sur le côté. L’étendue des dégâts est tel qu’une grue routière de 500 tonnes et la création d’une plate forme au pied du viaduc sont nécessaire pour la récupération de l’engin. Les éléments séparés sont amenés à Q.M. par le rail et par la route. Les expertises et devis sont réalisés de novembre à décembre. Une des flèches est tellement en mauvais état qu’elle doit être reconstruite entièrement dans l’industrie privée alors que les wagons du convois sont dirigés sur les établissement SNCF de Trappes et de Longueau. De janvier à juillet 1976 les agents de Q.M. procèdent à la remise en état de l’engin et à sa révision générale. Certaines modifications sont alors apportées et le 16 juillet 1976 le “ Diplodocus ” sort de Q.M. pour rejoindre la gare de Versailles-Matelots où certaines interventions électriques et hydrauliques seront achevées. De multiples mises au point s’étaleront jusqu’en 1979. Il réalise depuis diverses opérations sur des sites très souvent difficiles et dangereux. Les visites annuelles sont effectuées à Q.M. où sa longueur, même lorsque ses éléments sont séparés, perturbe quelque peu l’organisation des voies de sorties du hall C.
Bien que de conception relativement ancienne l’E.P.T.V.F était apprécié pour ses qualités de précision, de rapidité et de fiabilité. La possibilité d’emploi par la SNCF permettait d’avoir un équipage parfaitement entraîné, un outil entretenu par des spécialistes, donc un engin en permanence opérationnel et ceci à moindre frais.
©GAQM2018